Как изготовить трубогиб своими руками для профильной трубы: размеры, чертежи
Содержание:
- Основные элементы конструкции
- Принцип работы
- Виды профилегибочных станков и их устройства
- Гидравлический трубогиб
- Ручной трубогиб для профильных труб своими руками
- Пошаговый план сборки
- Особенности гидравлических трубогибов
- Устройство и принцип работы ручного трубогиба
- Для чего нужен агрегат
- Трубогибы – конструкция и разновидности
- Простейший станок трубогиба: какие материалы понадобятся
- Основные принципы сборки конструкции
- Что гнуть?
- Выводы и полезное видео по теме
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Принцип работы
Сгиб профильной трубы происходит по принципу вальцовки или проката. Для сгиба труб маленького сечения можно применить простые подручные методы, которые не требуют создания сложного механизма.
К ним относятся:
- Заполнение песком. Внутреннюю часть заготовленной трубы засыпают мелким песком, предварительно высушенным и просеянным. Отверстия с обеих сторон закрывают пробками. Далее труба гнется по шаблону нужной формы. При надобности место сгиба прогревают паяльной лампой или газовой горелкой до покраснения. Данный метод является трудоемким, отличается низким качеством и малой точностью.
- Заполнение водой. Чтобы согнуть профиль при помощи воды, сперва ее необходимо заморозить. Трубу закупоривают с одного края пробкой, наполняют водой и ставят в холод. Ни в коем случае нельзя закрывать оба конца трубы пробкой, чтобы при расширении льда не разорвало трубу. Далее замерзший профиль гнут при помощи шаблона. Такая технология хорошо подходит для тонкостенных медных и алюминиевых труб.


- Пружина. Заранее с металлической проволоки завивается спираль, размеры которой на 3-5% менее внутреннего разреза профиля. Пружина помещается внутрь, и после трубу можно сгибать простым способом, используя шаблон. После окончания работ пружина вынимается, выравнивается, и ее возможно применять повторно.
- Сварка, резка. Этот метод используется в случае, если радиус изгиба минимален, а труба толстостенная. С внутренней стороны намечаемого изгиба по заранее произведенным геометрическим расчетам выпиливаются сегменты при помощи болгарки. Труба наклоняется до требуемого радиуса, а соединенные стороны вырезов завариваются при помощи сварочного аппарата. В эстетических целях швы от сварки шлифуются болгаркой.


Плюсом подобного способа считается его низкая стоимость и легкость работ, но точность и качество заготовок при обработке будут отличаться низкими показателями. К тому же потребуется производить новый шаблон каждый раз, когда понадобится произвести изгиб иного радиуса. Данный вариант хорошо применим для гибки алюминиевых и медных труб.


Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Гидравлический трубогиб
Гидропривод, обеспечивающий необходимое усилие, можно собрать и другим способом. Обычный автомобильный домкрат устанавливается на раму из швеллеров и снабжается двумя симметрично расположенными упорами (их можно предусмотреть регулируемыми).
К винту домкрата прикрепляют сменную насадку, профиль которой соответствует диаметру дуги внешнего сечения трубы. Расстояние между рёбрами рамы зависит от угла изгиба. Для реализации процесса домкрат помещают сверху деформируемой заготовки, предварительно фиксируя её по упорам.
Самодельный гидравлический трубогиб готов к использованию. Особо крупные трубы для безопасности дополнительно закрепляют при помощи болтов. Далее вращают винт, и производят деформирование до нужного значения.
Гидравлический трубогиб своими руками
Домкратный гидравлический трубогиб – удачное решение, позволяющее использовать имеющийся в арсенале домашнего мастера автомобильный домкрат. Недостатки – малая производительность и ограничения по длине заготовки (для длинных труб габариты рамы существенно возрастут).
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
-
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Пошаговый план сборки
Ручной трубогиб, позволяющий изменять форму профильной трубы, собирается путем выполнения следующих действий:
- подготовка каркаса, части которого соединены посредством сварки и болтов;
- установка оси вращения и роликов в соответствии с выбранным чертежом;
- работа механизма гибочного инструмента осуществляется посредством цепной передачи;
- также необходима ручка, крепящаяся к одному из роликов, с помощью которой будет обеспечиваться крутящее усилие.
Конечно при сборе следует руководствоваться и типом материала, с которым предстоит работать. Легкий, самый простой агрегат отлично подойдет для труб малого диаметра.
Технологическая последовательность изготовления аппарата выглядит следующим образом:
- с использованием шпонки на прижимном валу размещаются шестерни, подшипники и кольца;
- в кольцах проделываются отверстия, необходимые в установке прижимного ролика;
- после окончания подготовительных работ все детали конструкции собираются в соответствии с заранее подготовленным чертежом;
- в конечном этапе подвешиваются полки с закрепленными на них пружинами, а также устанавливаются боковые ролики, к одному из которых прикреплена ручка.
Существуют также некоторые нюансы при сборке. Так, прижимной ролик необходимо не только фиксировать с помощью шпонок, но и дополнительно прикручивать к полке. Данный вал следует монтировать к полке с приваренными заранее гайками для пружин.
Натянуть цепь поможет магнитный уголок, использующийся в качестве держателя. Домкрат необходимо устанавливать на подвесной платформе с применением болтовых соединений и сварки.
Чертеж трубогиба.
В интернете можно найти большое количество фото и видео, посвященных изготовлению трубогиба с гидравлическим приводом. Подобный агрегат оснащается гидроцилиндром, нагнетателем и упорами. Стоит сразу отметить, что данная сборка является более сложной и трудоемкой.
Обычно конструкция инструмента включает в себя:
- гидравлический домкрат с большой грузоподъемностью;
- башмак;
- два-три ролика;
- швеллер;
- толстые металлические пластины.
Выше приведены лишь самые главные составляющие, на самом деле сборка потребует большего количества деталей в зависимости от выбранной конструкции.
Сделать подобный агрегат можно по схемам из интернета.
В основном они включают в себя следующие технологические процессы:
- изготавливается каркас, на который будут установлены ролики и башмак;
- на нижнюю платформу, выполненную из металлической пластины, монтируется домкрат;
- самая трудная часть сборки – это подбор вальцов необходимого размера, чтобы они плотно прижимались к трубе;
- ролики и башмак фиксируются с помощью болтов, закручивающихся в заранее проделанные отверстия в соответствии с выбранной схемой.
Особенности гидравлических трубогибов
Трубогиб гидравлический сделанный своими руками по своим эскизам или чертежам, или взятых с интернета, является специальным приспособлением, используя которое можно сгибать трубы или прокат под разными углами изгиба, начиная от 0 и заканчивая 180⁰.
Хороший гидравлический трубогиб можно купить в магазинах, а можно попробовать сделать своими руками, который по качеству функционирования ничем не будет уступать заводским изделиям.
А поскольку для самостоятельного изготовления используются подручные средства и материалы, то стоимость такой гибочной конструкции будет значительно дешевле серийных устройств. А финансовая сторона при изготовлении такого устройства, согласитесь, для большинства из нас, имеет большое значение. Учитывая это, многие умельцы своими руками изготавливают универсальные конструкции, с помощью которых легко и качественно изгибаются профильные и круглые трубы с любым радиусом изгиба. А помогает им интернет, где можно выбрать не только понравившийся гидравлический трубогиб для изготовления своими руками, но и посмотреть готовые чертежи, видео, послушать или прочитать советы опытных мастеров.
Среди фабричных аналогов, большой популярностью пользуется гидравлический ручной трубогиб stalex, при помощи которого легко сгибаются металлопластиковые трубы, а также металлические изделия. С таким инструментом удобно работать профессионалам, поскольку гнуть трубы можно непосредственно на стройплощадке, причем очень плавно и аккуратно. Конструкция ручного трубогиба серийного производства такова, что при его использовании полностью исключается сплющивание или излом.
Особенности:
- создает усилие, которое равняется 12 тоннам;
- снабжен гидравлическим приводом;
- оснащен комплектом сменных башмаков;
- может функционировать в горизонтальном или вертикальном положении;
- обеспечен автоматическим возвратом ползуна;
- при работе задействован весь рабочий ход цилиндра;
- радиус изгиба регулируется вертикальными или горизонтальными опорами (в зависимости от модели).
Устройство и принцип работы ручного трубогиба
Ручной трубогиб по конструкции и принципу работы достаточно прост, поэтому домашний умелец вполне может справиться с его изготовлением самостоятельно. Главными элементами в любом устройстве для гибки труб считается нажимная пластина. На нее с определенным усилием надавливает специальный механизм, и она передает усилие на обрабатываемую трубу.
Для выполнения гибки, гофру устанавливают между нажимной пластиной и несколькими валами, которые выполняют функцию стабилизаторов. Также с помощью валов можно корректировать радиус изгиба, поскольку их положение регулируется.
Так, для изгиба трубы по малому радиусу, валы располагают достаточно близко друг к другу, а если необходимо увеличить радиус, то их переносят подальше друг от друга.
Главными элементами в трубогибах являются валы в форме полумесяца
Для изгиба круглой трубы на трубогибы устанавливаются валы в форме полумесяца.
Ручное устройство
Самодельный ручной трубогиб, с помощью которого осуществляется гибка круглых труб, представляет собой два проточенных шкива, один из которых фиксируется неподвижно, а второй вращается вокруг первого на расстоянии диаметра обрабатываемой трубы. Принцип его работы прост: между двумя шкивами закладывают трубу и путем вращения подвижного шкива изгибают круглую трубу до нужного угла.
Ручной трубогиб в руках умелого хозяина может понадобиться в любой момент, потому подходить к его изготовлению стоит основательно, так, чтобы им можно было изгибать трубы различного диаметра.
Для такой конструкции потребуется два тройных шкива вместо одинарных: одна пара будет использоваться для гибки труб 1/2″, другая – для трубы 3/4″, и одна для дюймовых труб.
На рынке вряд ли удастся купить такие приспособления, поэтому заказать их нужно будет в токарной мастерской. На торцах валов делается выточка, которая по размерам совпадает с половинным диаметром гофры.
Ручной трубогиб состоящий из двух шкивов, один из которых закреплен неподвижно
Еще один важный момент, который нужно учесть при изготовлении валов – стационарный шкив по размеру должен быть минимальным, поскольку от этого зависит минимально возможный радиус изгиба изделия. Оптимальный размер подвижного вала превышает в два раза диаметр стационарного.
Для чего нужен агрегат
Чтобы согнуть профильную трубу, не нужно обращаться за помощью в металлопрокат или покупать специальный инструмент. Сделать это можно при помощи двух металлических столбиков, закопанных в землю. Однако этот способ имеет существенный недостаток — необходимость прикладывания физических усилий. В итоге получается неаккуратно изогнутая труба, которая не подойдёт для сооружения теплицы, арки или прочих изделий.
Трубогиб предназначается, чтобы иметь возможность получать аккуратно изогнутые формы труб. Эти агрегаты в последующем применяются для сооружения арок, теплиц, перекрытий, беседок, заборов и т.п. Если задаётесь целью соорудить теплицу в домашних условиях, то нужно сконструировать самодельный трубогиб. Если для этого имеются подручные изделия и инструменты, то реализовать конструкцию устройства своими руками не составит большого труда.
Чтобы сделать роликовый трубогиб своими руками для профильной трубы нужно позаботиться о чертежах. Ими пользуются, чтобы рассчитать необходимое количество материала, а также затраты на производство самодельного агрегата.
На чертёж наносится планируемая конструкция изделия, которая зависит от имеющихся в распоряжении материалов.
Большинство мастеров останавливаются на изготовлении трубогибных станков фронтального типа. Такие изделия состоят из следующих компонентов:
- Ролики, представленные в виде круглой стальной трубы (количество необходимых роликов составляет 3 штуки).
- Цепь, приводящее в действие валы.
- Оси вращения.
- Механизм, движущий устройство.
- Профили, которые применяются для того, чтобы сделать основание или раму.
Стоит отметить, что вариантов изготовления рассматриваемых изделий огромное количество, но все они функционируют по принципу вальцовки или прокатки. Именно такой принцип изгиба труб предоставляет возможность снижения риска возникновения излома и растрескивания трубы.
Простой трубогиб имеет вид агрегата, в который вводится профильная труба, после чего проворачивается рукоятка, при вращении которой начинает передвигаться труба, и образовывается изгиб
При конструировании самодельного агрегата в домашних условиях важно учитывать, что параметры изгиба будут зависеть от самой конструкции. Чем ближе будет расположение прижимных роликов друг к другу, тем меньше угол. Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Это интересно: Как сделать курятник для кур несушек: разбираемся обстоятельно
Трубогибы – конструкция и разновидности
Если для изготовления конструкции необходимо согнуть профильную трубу по радиусу, то с этим легко справится трубогиб, с помощью которого можно сделать изгиб до угла в 180 градусов. Это устройство способно изменить конфигурацию труб из нержавейки, металлопластика, алюминия. При этом изгиб производится по требуемым размерам и форме.
Конструкция трубогиба
Конструкция такого инструмента зависит от его разновидности. Однако обязательными элементами являются:
- гидроцилиндр – основная часть станка, выполняющая силовую функцию;
- открытая или закрытая рама;
- два трубных упора;
- нижняя и верхняя планки;
- нагнетательное устройство, рукоятка и перепускной клапан, расположенные на задней части корпуса конструкции;
- выдвижной шток, который обеспечивает гибочное усилие трубогиба;
- пружина, с помощью которой выдвижной шток возвращается назад;
- цапфа или упор конструкции, концы которой вставляются в отверстия на планках.
Сверху основной части станка может быть расположена проверка для уровня и пробка для заливки масла. На резьбовую часть инструмента наворачиваются планки установки, которые являются сварной конструкцией. Нижняя планка крепится фиксирующей гайкой, а верхняя прижимается двумя винтами и замком.
Для установки опор на поперечных пластинах устройства предусмотрены специальные отверстия. Снизу трубогиба имеются резьбовые отверстия для установочных болтов, которые регулируются по высоте.
Изгибаемая труба на такой конструкции располагается на ручье, который расположен в середине ее упора. Обеспечивающие сгибание сегменты должны быть изготовлены из стального точного литья.
На сегодняшний день все чаще для изготовления различных сооружений используются имеющие тонкую стенку профильные трубы. Поэтому конструкционный чертеж трубогиба для таких заготовок несколько отличается. Чтобы во время изгиба трубы не произошла деформация ее поперечного сечения, ролики по профилю следует выбирать такого же сечения, что и изделие.
Разновидности трубогибов
Имеющиеся в продаже профессиональные устройства для гибки труб могут иметь ручной, электрический или гидравлический привод.
самыми удобными считаются электромеханические инструменты
Конструкция с ручным приводом применяется для гибки труб небольшого диаметра.
Оснащенные гидроприводом трубогибы способны изогнуть заготовку, диаметр которой может быть до трех дюймов. Поэтому предназначен такой инструмент для выполнения масштабных работ.
Кроме этого, трубогибы могут различаться по способу воздействия на изделие, с помощью которого оно будет изогнуто. К таким способам относится:
- Арбалетный метод, при котором труба опирается на два стационарных ролика и гнется между упорами под воздействием расположенного на штоке шаблона.
- Намотка – при таком способе изгиба заготовка сначала приживается к ролику конструкции. Затем в точке гиба ставится упор. Ролик начинает вращаться и наматывать трубу между собой и упором. При этом шаблон и изделие подвижны.
- Обкатка является самым простым способом изгиба трубы. На таком устройстве шаблон неподвижен. Труба просто зажимается, а прижимной ролик перемещается и гнет трубу вокруг шаблона.
- Метод прокатки или вальцовки подразумевает собой использование трех вращающихся роликов. Один из них является центральным, а два опорными. На заготовку давит центральный ролик, поэтому относительно опорных элементов он должен быть установлен в соответствии с необходимым радиусом изделия.
давление от штока передается на заготовку в верхней точке шаблона
Практически не имеет недостатков метод прокатки. Именно вальцовкой в заводских условиях изготавливаются стальные отводы. Этим же способом намного легче и эффективнее делать изгиб профильных труб.
Простейший станок трубогиба: какие материалы понадобятся
Простейший самодельный трубогиб, в котором регулируется угол сгиба, делается с применением следующих материалов:
- Гидравлический домкрат.
- Металлические профиля, являющиеся основаниями для сооружения конструкции.
- Высокопрочные пружины — 4 шт.
- Металлические валы — 3 шт.
- Цепь.
Два ролика при конструировании трубогиба с регулировкой углов изгиба располагаются на нижнем основании, а третий устанавливается в верхней части. При получении нужного изгиба требуется только вращать ручку, которая цепным механизмом будет двигать вал.
Для создания устройства, которое представлено на фото выше, нет необходимости делать пазы под регулировку расположения роликов, что позволит существенно упростить работу. Чтобы получить такое изделие, понадобится только необходимый материал и сварочный аппарат. Остальное — это дело рук мастера. Все зависит не только от мастерства владения сваркой и болгаркой, но ещё и от воображения.
Основные принципы сборки конструкции
Рекомендации к сборке
При сборке оборудования следует придерживаться таких рекомендаций.
Для изготовления основы лучше всего взять профильную прямоугольную толстостенную трубу (толщина 3-4 мм) или соответственный угольник. На расстоянии 3 см от торца, необходимо насквозь сделать отверстие, сечение которого совпадало бы с диаметром вставляемой в него оси. Лучше всего монтаж начинать с установки управляющего рычага, вместе со шкивом, и стационарного шкива.
С помощью ножовки по металлу обрезать лишние профиля, помня при этом, что на величину обрезки влияет максимальный угол изгиба, который мы планируем получать при гибке.
Рычаг и ось для шкива можно изготовить самому. Для этого нужно взять 2 пластинки из стали (толщина – 5 мм, а ширина – должна соответствовать необходимому диаметру оси), сложить их, наложить стальную трубку, которая будет служить перемычкой и все сварить.
Важно! Лучше пользоваться шплинтами для крепления, а не сваркой, поскольку должен быть минимальный люфт отдельных деталей устройства во время гибки, что невозможно при сваренных частях инструмента. Главные этапы. Сначала необходимо на станину инструмента установить подающий вал, на торце которого закрепить шкив
С помощью ременной передачи он соединяется с ротором двигателя. На втором торце следует зафиксировать ведущую звездочку для осуществления передачи с помощью цепи
Сначала необходимо на станину инструмента установить подающий вал, на торце которого закрепить шкив. С помощью ременной передачи он соединяется с ротором двигателя. На втором торце следует зафиксировать ведущую звездочку для осуществления передачи с помощью цепи.
Установить второй вал на станине конструкции, который также должен быть снабжен ведомой звездочкой на торце.
Поставить шпильку фиксатора и ввинтить фиксатор.
Возможен вариант, когда сверху и снизу конструкции устанавливаются деформирующие ролики (верхние и нижние). Желательно, чтобы в нижней части оборудования установить третий ролик, но такая процедура повлечет за собой необходимое вырезание в станине отверстия.
Для расположения вала деформационного ролика используются пазы трапецеидальных пластин. Также для его размещения можно воспользоваться П-образной вилкой, ножки которой приваривают к станине приспособления сбоку. Причем, при перемещении ролика по пазам, с одной стороны его движение ограничивает шток поршня, а с другой – деформируемая труба.
Важно! При монтаже валов возможен вариант использования не только стандартных стаканов с подшипниками, но также применение трапециевидных пластин, которые привариваются сбоку на станину. При этом, необходимо заменить валы канатными роликами
Что гнуть?
В смысле – какого вида изгибы вам нужны? Это второй фактор, определяющий тип необходимого для данной работы трубогиба.
В хозяйственно-бытовой сфере чаще всего возникает необходимость в след. видах изгибов труб (см. также рис.):
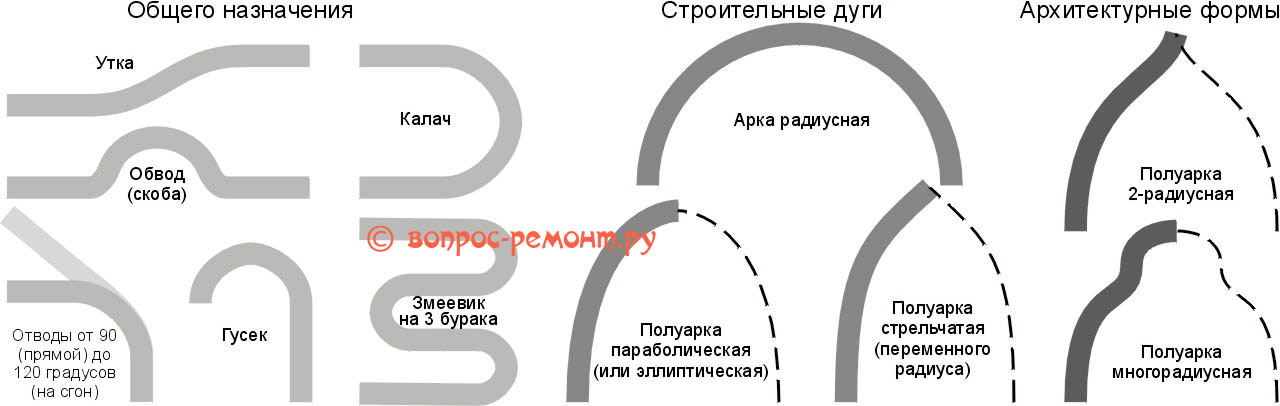
Виды изгибов труб
- Общего назначения – разного рода распределительные трубопроводы, вентиляционные устройства, вводы проводных коммуникаций, детали производственного оборудования, машин, механизмов, и т.п. Гибка более всего в размер или на домонтаж по малым; реже – по средним радиусам. В деталях водопроводов и вводных устройств приемлемы допустимые дефекты. Изгибы частей газо- и паропроводов, деталей технических устройств по умолчанию бездефектные, если в ТУ на изделие не указано иного.
- Строительные дуги – трубчатые изогнутые детали строительных конструкций, способные длительное время нести эксплуатационную нагрузку без опасности внезапного разрушения. Гибка почти исключительно по профилю в размер по большим радиусам, изредка – по средним. В ЛПХ самый востребованный вид такого рода деталей – арки из профтрубы для теплиц и др. хозпостроек. Из допустимых дефектов приемлема тянучка не более чем на 5% площади сечения просвета трубы.
- Архитектурные формы – радиус изгиба знакопеременный (то в одну, то в другую сторону) от малого до большого. Из-за «провалов» профиля изгиба несущая способность много ниже, чем у строительных дуг сопоставимых размеров. По той же причине возможно внезапное разрушение не изношенной детали. Гибка – по профилю на домонтаж; редко – в размер. Область применения преим. легкие нежилые сооружения для ландшафтного дизайна: беседки, альковы, цветочные коридоры и тоннели, декоративные шпалеры, заборы, и т.п. В конструкциях жилых и временно обитаемых сооружений применяются только совместно с дополнительными несущими элементами. Допустимые дефекты приемлемы, чаще всего даже на 20-25% площади просвета.
Выводы и полезное видео по теме
Из видеоролика вы можете узнать, как выглядит самодельный трубогиб на станине.
https://youtube.com/watch?v=vhUNvapJ4fQ
Работать с трубами профильной формы приходится достаточно часто в условиях ведения домашнего или дачного хозяйства. Поэтому присутствие в домашней мастерской инструмента под названием трубогиб только приветствуется.
Как показывает практика мастеров-самоучек, инструмент этот несложно изготовить самостоятельно. А сделав такую конструкцию, её легко освоить и периодически применять.
Пишите, пожалуйста, комментарии в находящемся ниже блоке. Расскажите о том, как своими руками согнули профильную трубу. Делитесь интересными технологическими тонкостями, задавайте вопросы, размещайте фото по теме статьи.