Схема сборки сварочного инвертора своими руками
Содержание:
- Сборка, пошаговая инструкция
- Система охлаждения
- Настройка и тестирование
- Достоинства и недостатки индукционных нагревателей
- Комплектация агрегата для сварки
- Схема инвертора для сварки
- Описание
- Каким образом работает сварочный аппарат
- Инвертор на микросхеме
- Меры предосторожности
- Варианты: глобально
- Аппарат для сварки из мотора
- 1 Каким требованиям должен соответствовать самодельный инвертор?
- Как сделать своими руками сварочный агрегат?
- Популярные модели
Сборка, пошаговая инструкция
Начинаем сборку с конструкции корпуса. Размечаем на металлическом листе две части оболочки. На рисунке изображены п-образные заводские половинки.
В домашних условиях сделать точно такие кожуха невозможно, но по примеру можно попытаться:
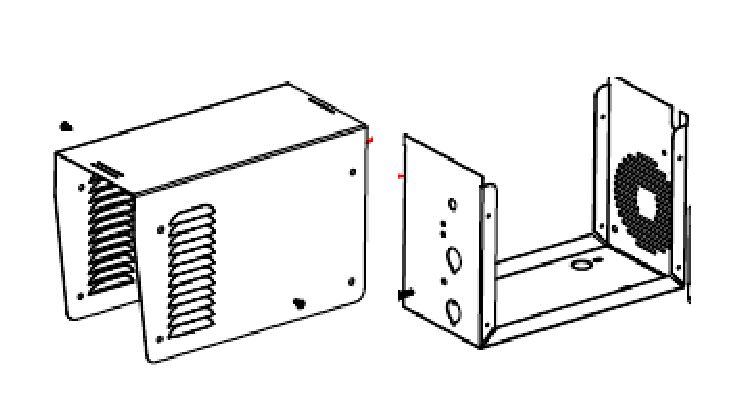
Разъяснение:
- Размеченный лист режим болгаркой, а затем гнем на гибочном самодельном станке.
- Внутрь основания устанавливаем перемычки, на которых будут платы.
- На Ш – образные пластины наматываем обмотки. Первичная обмотка – 100 витков, между слоями подкладываем прокладку, тонкую, плотную бумагу. Вторичная обмотка – 50 витков.
- Устанавливаем с помощью паяльника и припоя детали на приготовленные платы по схемам.
- Транзисторы и диоды устанавливаем на радиаторы. Между ними наносим теплопроводную пасту КПТ-8.
- Схемы соединяем изолированными проводниками. Не так важен диаметр, как длина, которая не должна превышать 140мм. Провода должны быть скручены между собой.
Похожий пример сборки указан на изображении:
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Настройка и тестирование
От правильной настройки готового аппарата напрямую зависит качество шва и безопасность сварщика. Проверять следует несколько параметров:
- Вольфрамовый электрод должен быть заточен до минимального диаметра.
- Цанга на горелке и диаметр электрода должны соответствовать. Проверяется установкой.
- При открытом вентиле расход аргона оптимально должен быть 12-15 л/мин. Регулируется редуктором.
- Розжиг дуги.
Обязательно нужно проверить устройство перед использованием
Тестирование розжига дуги проводится в несколько действий, очень аккуратно и медленно. Нужно включить осциллятор и поднести горелку с электродом к металлу с подключенной массой. Нажать кнопку включения. В этот момент на расстоянии около 0,5 мм появляется дуга. Кнопку отпустить. Открыть подачу газа, снова нажать кнопку включения. С газом она должна появляться на расстоянии от 1 см.
Тестирование самодельного аппарата для сварки лучше провести сразу после сборки и не на рабочих деталях. Для пробного шва выбираются настройки параметров тока в соответствии с металлом, выбирается присадочная проволока. Для оценки работоспособности аппарата можно попробовать расплавить массивные детали, проверить равномерность наплавления присадочной проволоки, внимательно проследить окутывание аргоном сварочной ванны (нет ли окислительной пленки или нагаров).
Достоинства и недостатки индукционных нагревателей
К достоинствам индукционных электронагревателей относятся следующие эксплуатационные характеристики и свойства:

Индукционный нагреватель своими руками
- Вихревые токи генерируют не только тепло, но и вибрацию. Поэтому на стенках нагревательного элемента не оседает накипь. Следовательно, индукционные котлы не нуждаются в чистке.
- Нагревательный элемент у такого котла – это обычная труба, разогреваемая вихревыми токами. И при постоянной циркуляции теплоносителя по требе она не может перегореть физически, в отличие от нагревательной спирали традиционного ТЭНа. То есть, о замене или ремонте нагревательного элемента можно даже не задумываться.
- Даже самодельный вихревой теплогенератор герметичен изначально. Ведь разогрев теплоносителя осуществляется внутри цельнометаллического нагревательного элемента. Причем энергия передается нагревателю дистанционно – посредством электромагнитного поля. Поэтому, ввиду отсутствия разъемных соединений, протечек в индукционных котлах не может быть в принципе.
- Котел не шумит, хотя нагревательный элемент может вибрировать. Но частота этой вибрации далека от диапазона звуковых волн. Поэтому индукционный нагреватель работает беззвучно.
- Вся конструкция собирается из дешевых, легкодоступных деталей. Поэтому индукционный нагреватель дешев просто до неприличия.
Словом, такая схема нагрева теплоносителя надежна, долговечна и очень эффективна. Причем при использовании индукционного котла можно отказаться даже от циркуляционного насоса – теплоноситель «пойдет» по трубам под влиянием тепловой конвекции, разогреваясь на старте практически до парообразного состояния.
А в перечень недостатков индукционных нагревателей следует включить такие факты:
- Во-первых, переменно электромагнитное поле разогревает не только нагревательный элемент, но и все окружающее пространство, в том числе и ткани тела человека. Поэтому от такого устройства нужно держаться подальше.
- Во-вторых, нагревательный прибор работает на электричестве. А это не самый дешевый источник энергии.
- В-третьих, прибор очень эффективен, а теплоотдача нагревателя просто колоссальна, поэтому риск детонации котла от перегрева теплоносителя есть всегда. Впрочем, этот дефект устраняет обычный датчик давления.
Однако, если вы готовы мириться с недостатками, то это отопительный прибор был создан специально для вас. И ниже по тексту мы предложим вам схему самостоятельной сборки такого котла.
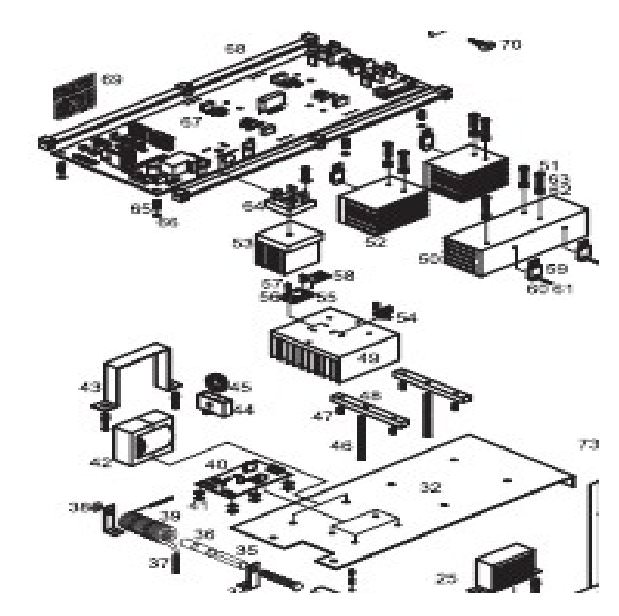
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель. Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель
Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Схема инвертора для сварки
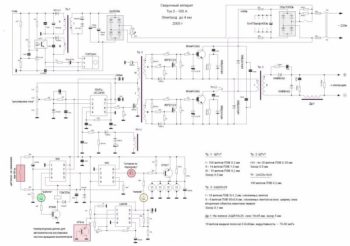 Электрическая схема сварочного инвертора
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
-
Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
-
В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. -
Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Описание
В состав типового нагревательного элемента входят следующие узлы:
- Нагревательный элемент в виде прутка или металлической трубки.
- Индуктор – это медная проволока, обрамляющая витками катушку. В процессе работы он исполняет роль генератора.
- Генератор переменного тока. Отдельная конструкция, где происходит преобразование стандартного тока в величину с высокой частотой.
На практике, индукционные установки используются недавно. Теоретические изучения намного опережают. Такое можно объяснить одной преградой – получение высокой частоты магнитных полей. Дело в том, что использовать установки с низкой частотой считается неэффективным. Как только появились генераторы токов с высокой частотой, проблема разрешилась.
Генераторы ТВЧ прошли свой эволюционный период; от ламповых, до современных моделей, выполняющихся на базе IGBT. Теперь они более эффективные, имеют малый вес и размеры. Частотное ограничение их 100 кГц за счёт динамических потерь транзисторов.
Каким образом работает сварочный аппарат
Характер функционирования агрегата основывается на законе Ома. При постоянной мощности сила тока определяется напряжением. Для расплавления металла нужно 60-150 А. Если устройство питается от сети 220 В, оно будет потреблять 20-30 кВт. Для этого придется прокладывать отдельную электрическую линию, т. к. бытовая электропроводка выдерживает не более 10 кВт. Варить нужно с соблюдением особых требований техники безопасности. В нормальных условиях обеспечить это невозможно.
С учетом таких нюансов, сварочный агрегат должен повышать силу тока, понижая напряжение. Оптимальным считается значение в 60 В. Для его получения используют трансформаторы или инверторы.
Инвертор на микросхеме
Этот преобразователь напряжения 12 220 В собирается на основе специализированной микросхемы КР1211ЕУ1. Это генератор импульсов, которые снимаются с выходов 6 и 4. Импульсы противофазные, между ними небольшой временной промежуток — для исключения одновременного открытия обоих ключей. Питается микросхема напряжением 9,5 В, который задается параметрическим стабилизатором на стабилитроне Д814В.
Также в схеме присутствуют два полевых транзистора повышенной мощности — IRL2505 (VT1 и VT2). Они имеют очень низкое сопротивление открытого выходного канала — около 0,008 Ом, что сравнимо с сопротивлением механического ключа. Допустимый постоянный ток — до 104 А, импульсный — до 360 А. Подобные характеристики реально позволяют получить 220 В при нагрузке до 400 Вт. Устанавливать транзисторы необходимо на радиаторы (при мощности до 200 Вт можно и без них).
Схема повышающего преобразователя напряжения 12-220 В
Частота импульсов зависит от параметров резистора R1 и конденсатора C1, на выходе установлен конденсатор C6 для подавления высокочастотных выбросов.
Трансформатор лучше брать готовый. В схеме он включается наоборот — низковольтная вторичная обмотка служит как первичная, а напряжение снимается с высоковольтной вторичной.
Возможные замены в элементной базе:
- Указанный в схеме стабилитрон Д814В можно заменить любым, выдающим 8-10 V. Например, КС 182, КС 191, КС 210.
- Если нет конденсаторов C4 и C5 типа К50-35 на 1000 мкФ, можно взять четыре 5000 мкФ или 4700 мкФ и включить их параллельно,
- Вместо импортного конденсатора C3 220m можно поставить отечественный любого типа на 100-500 мкФ и напряжение не ниже 10 В.
- Трансформатор — любой с мощностью от 10 W до 1000 W, но его мощность должна быть минимум в два раза выше планируемой нагрузки.
При монтаже цепей подключения трансформатора, транзисторов и подключения к источнику 12 В надо использовать провода большого сечения — ток тут может достигать высоких значений (при мощности в 400 Вт до 40 А).
Меры предосторожности
Для безопасного воспроизведения технологических операций применяют следующие правила:
- проверяют целостность аппарата, изоляции;
- измеряют напряжение (в режиме холостого хода U=0);
- уточняют соответствие сети питания подключаемой нагрузке;
- убирают посторонние предметы из рабочей зоны;
- устанавливают защитное заземление;
- создают хорошую вентиляцию и освещенность;
- пользуются обувью с резиновой подошвой (ковриком, деревянным настилом) для предотвращения поражения электрическим током;
- применяют защитную одежду, краги, маску.
Перед созданием соединения проверяют проседание напряжения в сети пробной сваркой при максимальной силе тока. Рекомендуется разместить на небольшом расстоянии от рабочей зоны песок или другие средства для оперативного тушения очага возгорания.
Варианты: глобально
Преобразователь напряжения 12-220 В для питания нагрузки до 1000 Вт и более в целом можно сделать самостоятельно такими способами (в порядке повышения затрат):
- Оформить в корпус с теплоотводом готовый блок с Avito, Ebay или AliExpress. Ищется по запросу «inverter 220» или «inverter 12/220»; можно сразу добавить требуемую мощность. Обойдется прим. вдвое дешевле такого же заводского. Электротехнических навыков не нужно, но – см. ниже;
- Собрать такой же из набора: печатная плата + «россыпь» компонент. Приобретается там же, но к запросу добавляется diy, что значит под самосборку. Цена еще прим. в 1,5 раза ниже. Нужны начальные навыки в радиоэлектронике: умение паять пользоваться мультиметром, знание разводок (распиновок) выводов активных элементов или умение их искать, правил включения в схему полярных компонент (диодов, электролитических конденсаторов) и умение определять, на какой ток какого сечения нужны провода;
- Приспособить под инвертор компьютерный источник бесперебойного питания (ИБП, UPS). Исправный ИБП б/у без штатной АКБ можно найти за 300-500 руб. Навыков не нужно никаких – к ИБП просто подключается авто АКБ. Но заряжать ее придется отдельно, также см. ниже;
- Выбрать способ преобразования, схему (см. далее) сообразно своим потребностям и наличию деталей, рассчитать и собрать полностью самостоятельно. Возможно совсем даром, но кроме начальных электронных навыков понадобится умение пользоваться некоторыми специальными измерительными приборами (тоже см. далее) и производить простейшие инженерные расчеты.
Из готового модуля
Способы сборки по пп. 1 и 2 на самом деле не такие уж простые. Корпуса готовых заводских инверторов служат одновременно и теплоотводами для мощных транзисторных ключей внутри. Если брать «полуфабрикат» или «россыпь», то корпуса к ним не будет: при теперешней себестоимости электроники, ручного труда и цветных металлов разница в ценах объясняется как раз отсутствием второго и, возможно, третьего. Т.е., радиатор для мощных ключей придется делать самому или искать готовый алюминиевый. Его толщина в месте установки ключей должна быть от 4 мм, а площади на каждый ключ должно приходиться от 50 кв. см. на каждый кВт отдаваемой мощности; с обдувом от компьютерного вентилятора-кулера на 12 В 110-130 мА – от 30 кв. см*кВт*ключ.
Готовые модули инверторов напряжения 12/220 В
Напр., в наборе (модуле) 2 ключа (их видно, они торчат из платы, см. слева на рис.); модули с ключами на радиаторе (справа на рис.) стоят дороже и рассчитаны на определенную, как правило, не очень большую мощность. Кулера нет, мощность нужна 1,5 кВт. Значит, нужен радиатор от 150 кв. см. Кроме него еще установочные комплекты для ключей: изолирующие теплопроводящие прокладки и фурнитура под крепежные винты – изолирующие чашечки и шайбы. Если модуль с теплозащитой (между ключами будет торчать еще какая-то фитюлька – термодатчик), то немного термопасты для приклеивания его к радиатору. Провода – само собой, см. далее.
Из ИБП (UPS)
Инвертор 12В DC/220 В AC 50 Гц, к которому можно подключать любые приборы в пределах допустимой мощности, делается из компьютерного ИБП совсем просто: штатные провода к «своей» АКБ заменяются длинными с зажимами под клеммы авто АКБ. Сечение проводов рассчитывается исходя из допустимой плотности тока 20-25 А/кв. мм, см. также далее. Но вот из-за нештатной батареи могут возникнуть проблемы – с нею же, а она дороже и нужнее преобразователя.
В ИБП применяются тоже свинцово-кислотные АКБ. Это на сегодня единственно широко доступный вторичный химический источник электропитания, способный регулярно отдавать большие токи (экстратоки), не «убиваясь» полностью за 10-15 циклов заряд-разряд. В авиации используются серебряно-цинковые АКБ, которые еще мощнее, но они чудовищно дороги, в широкий оборот не выпускаются, а их ресурс по бытовым меркам ничтожен – ок. 150 циклов.
Разряд кислотных АКБ четко отслеживается по напряжению на банку, и контроллер ИБП не даст «чужой» батарее разрядиться сверх меры. Но в штатных АКБ ИБП электролит гелевый, а в автоаккумуляторах жидкий. Режимы заряда в том и другом случае существенно отличаются: сквозь гель нельзя пропускать такие токи, как сквозь жидкость, а в жидком электролите при слишком малом токе заряда подвижность ионов будем мала и они не все вернутся на свои места в электродах. В результате ИБП будет хронически недозаряжать авто АКБ, она скоро засульфатируется и придет в полную негодность. Поэтому в комплект к инвертору на ИБП нужно зарядное устройство для аккумуляторов. Сделать его своими руками можно, но это уже другая тема.
Аппарат для сварки из мотора
Чтобы собрать простой агрегат из статора, выбирают электродвигатель, имеющий нужные параметры. Рекомендуется использовать мотор 2А мощностью 7-15 кВт с большим окном магнитопровода. Для изготовления аппарата выполняют следующие действия:
- Устанавливают статор на кирпичи. Внутрь укладывают дрова, поджигают их. Через несколько часов прожарки магнитопровод отделяется от корпуса. При необходимости кабели также удаляют после термической обработки.
- Полученную заготовку пропитывают масляным лаком, просушивают. Ускорить процесс помогает тепловая пушка. Лаковая пропитка препятствует рассыпанию конструкции после удаления стяжек, необходимого для повышения мощности трансформатора.
- Из картона делают 2 торцевые заготовки. Из этого же материала изготавливают 2 гильзы — внешнюю и внутреннюю.
- Устанавливают накладки на заготовку. Монтируют цилиндры, обматывают конструкцию стеклолентой. Покрывают деталь лаком, просушивают.
- Наматывают на полученный сердечник 20 витков медной жилы толщиной более 1,5 мм, подают напряжение в 12 В. Замеряют силу тока, она должна составлять около 2 А. При получении большего значения увеличивают число витков, и наоборот.
- Подсоединяют один конец вторичной намотки к диодному мосту. Так трансформатор можно будет использовать для запуска автомобиля вместо аккумулятора. Для сварки напряжение должно составлять 60-70 В. Аппарат будет совместим с электродами диаметром 3-5 мм.
- При наличии свободного места добавляют 4 витка медной шины. Так получают отличный агрегат для точечной сварки тонкого листового металла.
- Изготавливают корпус из пластика или текстолита. В местах соединения катушки с кожухом устанавливают резиновые прокладки.

1 Каким требованиям должен соответствовать самодельный инвертор?
Сварочный аппарат инверторного типа, как известно, представляет собой блок питания высокой мощности, который может функционировать в режиме формирования на выходе дугового заряда, а затем и поддержания последнего в горящем состоянии. Указанный режим является тяжелым, поэтому далеко не каждый силовой модуль в состоянии работать в нем. В тот момент, когда сварщик «чиркает» концом стержня по свариваемому изделию, в сварочной цепи фиксируется короткое замыкание.
Именно данное явление считается наиболее критическим для блока питания (для того, чтобы произошел достаточный разогрев электрода и его последующее расплавление, необходимо затратить очень много энергии). По этой причине, если вы планируете сделать сварочный инвертор своими руками, следует позаботиться о том, чтобы его модуль питания располагал достаточным запасом мощности. В противном случае самодельный аппарат просто-напросто не сможет поджечь дугу, необходимую для выполнения сварки.
Большинство электродов сечением до четырех миллиметров демонстрируют стабильное горение при силе тока в районе 120–130 ампер. Но вот зажечь их на подобном токе будет нереально, а значит, нужно предусмотреть такую мощность блока питания, чтобы он без проблем выдавал 180–190 ампер.
Другой момент. Вольт-амперный показатель (его обычно называют характеристикой дуги) при стандартных климатических условиях описывается падающим видом. Это означает, что напряжение будет иметь тем меньшую величину, чем более высокая сила тока присутствует в электродуге. Приведенное утверждение верно для токов не выше 80 ампер. Лишь при более высоких показателях силы тока наблюдается стабилизация электрической дуги (при повышении тока напряжение не изменяется).
Варить металлические изделия нестабильной дугой не имеет никакого смысла. Качественного сварного соединения вы никогда не получите. Вместо этого на металле стопроцентно будут прожоги, непровары, да и сам шов будет характеризоваться высокой пористостью и минимальной надежностью.
Блок питания самодельного сварочного агрегата обязан отвечать следующим требованиям:
- наличие полной развязки (гальванической) от 220-вольтной бытовой электрической сети;
- максимально плавная настройка тока на выходе;
- мощность от 5 киловатт (если вы хотите, чтобы аппарат работал с коэффициентом полезного действия не менее 80 процентов);
- наличие системы, которая предохраняет агрегат при залипании сварочного стержня от перегрузок;
- напряжение (выходное) холостого хода должно быть 45 вольт и более.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе. Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях разрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Популярные модели
Очень много моделей инверторов выпускается в нашей стране. Применяться они могут как в промышленном производстве, так и в бытовых условиях. Популярными считаются:
- AIRLINE API-150−01 — допустимый порог мощности прибора составляет 150 Вт. Корпус изготовлен из прочного пластика, который способен выдерживать высокие температуры. Автомобильный инвертор подключается от прикуривателя, который находится в салоне. К этому аппарату можно подключить несколько электрических приборов, общая мощность которых составляет не более 150 Вт. Аппарат имеет защиту от короткого замыкания и скачков входящего напряжения.
- Jet A JA-P11 — если поблизости нет сети электрической энергии, то этот аппарат выручит в любой ситуации. Максимальная мощность устройства составляет около 300 Вт. Существует защита от низкого питающего напряжения, перегрева и перегрузок.
- Titan HW-150E1 150 Вт — осуществляет возможность пользоваться электроприборами до 150 Вт. Подключается от автомобильного прикуривателя и выходное напряжение составляет 220—240 В. Вес аппарата не превышает 0,5 кг, что делает его очень удобным в дальних поездках.
Можно отметить и другие неплохие инверторы: Kensington Ultra Portable Inverter 150—33362EU, Inverter 150W AVS, Robiton 150W.









