Как правильно сваривать металл инверторным сварочным аппаратом
Содержание:
- Памятка новичка по сварке, какие требуются приспособления
- Советы начинающему сварщику
- Как работает сварочный аппарат инверторного типа
- Подготовительный этап
- Некоторые особенности инверторного сварочного аппарата
- Подготовительные работы перед инверторной сваркой
- На помощь начинающим сварщикам
- Технология инверторной сварки
- Причины популярности
- Техника ручной дуговой сварки. Как правильно варить сваркой
- Грамотная организация рабочего места
- Техника безопасности
- Важные моменты обучения
- Контроль качества шва
- Выбор электродов
- Теперь о дуге и электродах
- Подготовительный этап
- Виды сварочных швов
Памятка новичка по сварке, какие требуются приспособления
Перед сваркой нужно освободить рабочее место от легко воспламеняемых материалов. Доступ к инструментам должен быть удобным. При необходимости следует установить защитные экраны, чтобы предотвратить попадание расплавленных капель на соседние конструкции или возгорание.
Одежде сварщика следует быть плотной, особенно перчаткам. На обуви металлические элементы или подбойки запрещены. Обязательно наличие сварочной маски, которая позволяет регулировать затемнение и избегать переутомления глаз.
Аксессуары сварщика
Для сварки потребуется подготовить:
- сварочный аппарат, позволяющий сварить конструкции с требуемыми параметрами;
- электроды с подходящей маркировкой;
- молоток для снятия окалин, подравнивания шовного соединения;
- ёмкость с водой для охлаждения или тушения непредвиденного воспламенения одежды или предметов.
Если наблюдаются перебои с электропитанием, то инвертор потребуется подключить к выпрямителю, чтобы добиться его стабильной работы.
Советы начинающему сварщику
Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
При первых попытках сварить различные соединения у вас будет получаться много ошибок
Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле
Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами.
Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором. Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
Как работает сварочный аппарат инверторного типа
Инвертор благодаря своим техническим характеристикам может применяться для выполнения сварки электродами различных типов. Отличают такой аппарат компактные размеры, а также легкий вес, что делает его очень мобильным, в отличие от тяжелых и крупногабаритных трансформаторов. Удобно и то, что такой сварочник может вырабатывать как постоянный, так и переменный ток.
Для того чтобы понять, какими преимуществами обладает инвертор, необходимо разобраться в том, как он работает. В основу работы этого аппарата, который начал приобретать массовую популярность только в начале XXI века, заложен совершенно иной принцип в сравнении с функционированием обычного сварочного трансформатора.
Принципиальная схема сварочного инвертора «Дуга-200» (нажмите для увеличения)
Переменный ток, подаваемый на инвертор из обычной электрической сети, сначала выпрямляется, проходя через диодный мост, которым оснащена электрическая схема устройства. После выпрямления уже постоянный ток поступает на силовые транзисторы, которые преобразуют его обратно в переменный, но обладающий повышенной частотой. Чтобы снизить величину напряжения высокочастотного переменного тока и получить сварочный ток требуемой силы, в используется трансформатор.
Поскольку понижение напряжения высокочастотного тока осуществляется не по такому принципу, как в обычном сварочном аппарате, для этого нет необходимости использовать габаритные трансформаторы, вполне достаточно компактного устройства. После понижения напряжения и увеличения силы тока до требуемой величины его подают на выходной выпрямитель, в котором он преобразуется в постоянный.
Органы управления инвертором на примере аппарата «Форсаж» (нажмите для увеличения)
Упрощенная схема работы сварочного инвертора
Таким образом, любое инверторное устройство состоит из таких конструктивных элементов, как:
- выпрямитель, собранный на основе диодного моста (данный блок электрической схемы отвечает за выпрямление переменного тока, поступающего из электрической сети);
- сам инвертор, являющийся генератором высокочастотных электрических импульсов (основу данного блока составляют транзисторы, открывающиеся и закрывающиеся с высокой частотой);
- понижающий трансформатор, который решает задачу понижения высокочастотного напряжения и, соответственно, увеличения силы сварочного тока;
- выпрямитель выходного тока, обладающего высокой частотой (такой выпрямитель, как и входной блок, собран на основе диодного моста);
- специальный электронный блок, предусмотренный для управления режимами работы .
Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.

Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, спецодежда, защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Некоторые особенности инверторного сварочного аппарата
Сварочный инвертор является оборудованием, которое состоит из таких элементов, как:
- система управления;
- преобразователь частоты;
- трансформатор, у которого высокая частота;
- накопитель;
- силовой и сетевой выпрямители;
- сетевой фильтр.
Особенностью инверторного сварочного аппарата является то, что он не приводит к скачкам электроэнергии в сети, к которой он присоединен. Это обусловлено тем, что в его состав входит накопительный конденсатор, который обеспечивает бесперебойность электрической сети, а также мягкое разжигание дуги и дальнейшее ее удержание.
Несмотря на такой достаточно сложный состав, этот аппарат является малогабаритным, что позволяет его носить на плече. При этом на качество шва, выполненного при его помощи, малые размеры не сказываются. Инверторный сварочный аппарат может быть использован в бытовых целях, а также на производстве. При его легкости работы можно вести в достаточно трудных местах, к которым прочая техника и оборудование доставлены быть не могут.
Для обеспечения безопасной работы с инверторным сварочным аппаратом необходимо иметь в наличии маску для сварщика или очки. Также должно быть в наличии требуемое количество электродов, которые соответствуют марке стали.
Характеристиками, по которым можно выбрать сварочный инверторный аппарат, являются:
- Возможность регулирования сварочного тока. Для бытовых нужд такой показатель должен быть в пределах 160-200 А.
- Время беспрерывной работы сварочным инверторным аппаратом. В паспортных данных это значение указывается в процентах. Например, если указано 40%, то это означает, сколько времени аппарат может работать надежно и без перегрева. Оставшиеся 60% приходятся на отдых. Защита от перегрева устанавливается производителем. Она отключает оборудование по достижении этого коэффициента автоматически. Эти процентные показатели приведены при максимальной нагрузке на инверторный сварочный аппарат.
- Мощность, которую он способен потребить. Указывается 2 величины: в рабочем состоянии, то есть когда происходит непосредственно процесс сварки, и на холостом ходу.
- Устройство корпуса. Если конструкция кожуха предусматривает дополнительную защиту от влаги и пыли, то такой аппарат можно использовать на производствах с повышенными данными характеристиками. Для бытового использования усиление этих показателей не требуется.
Подготовительные работы перед инверторной сваркой
Подготовьте помещение или место проведения сварочных работ. Оно не должно быть завалено посторонними предметами, препятствующими свободному движению начинающего сварщика. Около места выполнения сварки с помощью инвертора не должно быть присутствия легковоспламеняющихся предметов, а также взрывоопасных и огнеопасных веществ.
В целях безопасности не рекомендуется выполнять любые сварочные работы в период заморозков, в дождливую погоду (если не предусмотрен навес или закрытое помещение). Следует избегать использования инверторного аппарата в пыльных помещениях, не выполнять сварку инвертором возле металлической стружки. Для увеличения срока эксплуатации и работоспособности аппарата для сварки следует на всем сроке регулярно проводить очистку внутренних деталей инвертора пылесосом.
До подключения инверторного аппарата в электросеть необходимо заранее уточнить характеристики и свойства сети. Подобные действия позволят избежать возникновения короткого замыкания или перегрева проводки. Большинство современных инверторных устройств для сварки работают от бытовой сети 220 В, однако есть модели, которым необходима сети от 380 В
Изучите внимательно инструкцию по эксплуатации.
Выбор электродов определяется типом металла (сталь, латунь и т.д.) и его толщиной, а также диаметром стержня и характеристиками самого инверторного устройства.
Обращайте свое внимание на выбор проводов, соединяющихся с основным проводом при помощи зажимов. Их стоит подбирать, ориентируясь на толщину выбранного электрода и силы тока
Не забудьте приобрести щетку со стальными щетинами для зачистки поверхности под сварку и небольшой молоток для выравнивания уже готовых сварочных швов.
Подготовьте все необходимую экипировку для безопасной работы в процессе сварки: сварочную маску со светофильтром, одежду из плотной ткани, обувь на резиновой подошве и холщовые перчатки. Обратите внимание, чтобы на маске не было царапин на защитном стекле или загрязнений светофильтра. Это может привести к нарушению техники безопасности и как следствие причинению вреда здоровью человека во время сварки.
На помощь начинающим сварщикам
Чтобы облегчить процесс сварки инвертором для начинающих, а также сгладить популярные типичные ошибки новичков в ходе обучения на современных инверторных аппаратах предусмотрены следующие встроенные автоматические функции:
- Для упрощения процедуры первого поджигания дуги встроена система «Hot Start».
- Предотвратить такой неприятный момент для новичков как «залипание» электрода, которое происходит по причине быстрого приближения металлического стержня к рабочей поверхности, поможет функция «Arc Force».
- Если все-таки электрод «залип», для предотвращения перегрева самого аппарата инвертора и отключении сварочного тока, существует функцией «Anti-Stick».
С помощью данных встроенных функций вы сможете быстрее научиться пользоваться инверторным аппаратом для сварки и получить качественные швы уже на первых испытаниях.
Технология инверторной сварки
Что такое инверторная сварка можно понять при рассмотрении ее технологии.
Весь процесс производится поэтапно:
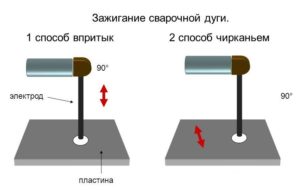
- на начальном этапе разжигается дуга. Это может выполняться несколькими способами — чирканьем, постукиванием или касанием;
- затем приступаем к расплавлению металла, должна образоваться сварочная ванна;
- проведение электродом может осуществляться под прямым углом в 900 или наискось под углом в 30-600;
- при проведении сварочного процесса обязательно нужно удерживать сварную дугу. Во время этого процесса требуется соблюдать равномерное расстояние между металлом и электродом. Наиболее подходящий уровень должен составлять 2-3 мм.
Стоит отметить! Некоторые модели инверторов имеют функцию автоматического удерживания дуги. Если не выходит выполнить это вручную, то желательно воспользоваться данной опцией.
Если рассмотреть подробную инструкцию можно понять что значит инверторная сварка. Это уникальный процесс, который позволяет выполнять соединение разных металлических заготовок. Удобные сварочные аппараты обеспечивают максимальное удобство при работе в тяжелых условиях производства, которые часто требуют выполнять сварку на высоте.
Причины популярности
Инверторные сварочные полуавтоматы – оборудование, способное сделать сварку легким и приятным процессом. Присадочная проволока подается в автоматическом режиме, поэтому нет необходимости терять время на замену электродов. Мощный сварочный аппарат оснащен опциями, которые помогут новичку избежать брака. Например, функция Arcforce гарантирует беспрерывную работу дуги: она не погаснет даже при воздействии на толстый слой окислов. Hotstart помогает справиться с ржавыми поверхностями и низким напряжением: когда электрод касается детали, увеличивается сварочный ток. Если же электрод прилипает, то не обойтись без функции Antistick: ток сбрасывается до нуля, и электрод можно оторвать, не повредив слой флюса.
Аппараты инверторного типа имеют и другие преимущества:
- Как правило, такая техника обладает небольшими размерами и весом.
- Не провоцируют перегрузку сети.
- Энергопотребление в разы меньше, чем при работе традиционных сварочных аппаратов.
- Имеют высокий КПД (до 90%).
- Диапазон сварочных токов широк, предусмотрено много режимов работы.
- Рабочий цикл сварки у большинства моделей достигает 80 % и больше.
- Температура дуги легко регулируется, поэтому сваривать можно и тонкие поверхности, и толстые металлоконструкции.
- Оснащены термодатчиками: при перегреве прибор автоматически выключится.
Какой лучше выбрать аппарат? Выбирая лучший сварочный полуавтомат, обратите внимание и на недостатки, присущие практически всем моделям:
- Даже самый лучший сварочный инвертор нужно беречь от пыли и мелких частиц грязи и металла.
- Эксплуатация аппаратов для сварочных работ должна проходить при температуре выше 0 градусов по Цельсию. При минусовой температуре работы производить можно, однако это уменьшит срок службы техники.
- Превосходная по качеству техника скоро придет в негодность, если использовать ее при перепадах температур. Остерегайтесь конденсата на платах.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Грамотная организация рабочего места
Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание
Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
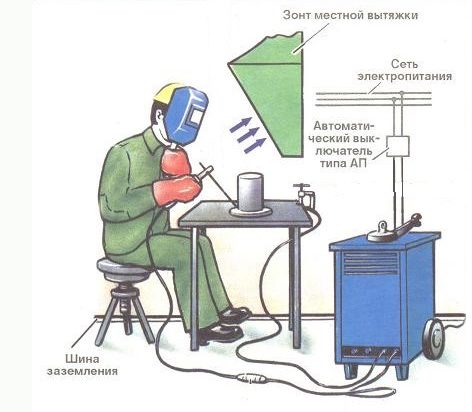
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза
Техника безопасности
Перед тем, как приступить к домашней сварке, электросварщику необходимо позаботиться о технике безопасности:
- надеть защитный костюм из прочной натуральной ткани высокой плотности, которая не подвержена возгоранию и оплавлению при попадании на неё искр. Костюм должен скрыть область шеи, и иметь рукава, которые плотно застёгиваются на запястье.
- защитить руки рукавицами из грубого полотна;
- обуть удобную кожаную обувь с толстой подошвой;
- защитить глаза маской сварщика со светофильтром, который зависит от силы тока при сварке.
Место, где будет проводиться сварка, также должно быть тщательно подготовлено:
- уложен деревянный настил, выполняющий защитную функцию от возможного поражения током;
- место проведения сварки освобождено от всего лишнего (для предупреждения попадания сварочных брызг);
- освещение должно быть качественным;
- движения сварщика не должны быть стеснены.
Важные моменты обучения
При сварке полуавтоматом или инвертором для ручной сварки надо знать следующее. Основой сварки инвертором для начинающих является безопасность, аккуратность выполнения всех этапов работы и постоянная практика.
Обучение может сопровождаться ошибками, поэтому работа начинается с тренировки на различных соединениях.
Результатом тренировок и правильного подхода будет крепкое и ровное соединение. Шлак нужно оббивать, чтобы контролировать появление коррозии.
Если в процессе электродный наконечник не может прилипнуть, то целесообразно проверить силу тока, и проверить детали сварочного устройства на сухость. Чтобы не спровоцировать короткое замыкание в сети, надо следить за правильностью подключения проводов.
Обучение сварке инвертором рекомендуется проводить из нижнего положения, после освоения процесса можно переходить к кольцевым и вертикальным. При угловых и тавровых (в виде буквы «Т») соединениях трудно достичь качественного сваривания, так как металлические срезы сливаются в сторону, но можно расположить сварные части «лодочкой», что устранит эти проблемы.
В инструкциях и руководствах к использованию инвертора содержится информация об оптимальной непрерывной длительности работы. Чтобы не допускать перегрева, следует чередовать циклы.
Если появились явные дефекты, то часть сваривания надо удалить и провести сварку повторно, проварив слабые места соединения.
Контроль качества шва
После окончания сварочных работ необходимо проверить качество швов методом внешнего осмотра, контроля на герметичность и обнаружения скрытых дефектов. К ним относятся наплывы, подрезы, трещины, прожоги, непровары, наличие шлаковых включений в швах и другие.
Сварка видео уроки помогут понять причины возникновения брака. Это могут быть скачки напряжения в сети, неверно выбранный угол наклона электрода, проскальзывание в подающих роликах сварной проволоки, изменение скорости сварки во время формирования шва и другие.
Еще по этой теме на нашем сайте:
- Под словом сварка общепринято понимать технологический процесс, где в результате нагревания устанавливается межмолекулярная и межатомная связь между частями. Таким образом, соединяются непосредственные материалы. В основном…
- Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики…
- Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой…
- Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных…
Выбор электродов
Для сваривания нержавейки инвертором постоянным током допускается использование электродов с базовым покрытием на основе карбонатов кальция и магния. К популярным отечественным маркам относятся ОЗЛ-8 и ЦЛ-11. Стоят недорого, но для работы требуется опыт. Электроды склонны к залипанию, плохо держат дугу, однако швы получаются с достаточными антикоррозионными характеристиками.
Лучшие результаты получаются, если для работы выбрать универсальные электроды с рутиловым покрытием. Ими сваривают на постоянном и переменном токе распространенные марки нержавеющей стали. Лучшими признаны электроды ОК 67.60, которые выпускаются шведской фирмой ESAB. Они легко поджигаются, стабильно держат дугу, снижается количество брызг расплавленного металла. Работая с рутиловыми марками, даже новичок наложит прочный шов.
При ручной сварке следует учитывать, что остывающий шлак начинает самопроизвольно отскакивать. Поэтому в это время нужно располагаться на безопасном расстоянии, чтобы он не мог попасть в глаза или на открытые участки кожи.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.
Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.
 Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, , защитные перчатки и обувь.
Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, , защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
 Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Виды сварочных швов
По расположению различают вертикальные, горизонтальные, нижние и потолочные швы. Самым простым является нижний шов, потолочный – самый сложный. На видео показано, как варить металл горизонтальными и вертикальными швами.
По приложенным усилиям различают прерывистые и непрерывные швы. Прерывание шва разрешено в местах, где соединения не требуют высокой плотности.
Вольфрамовые электроды для сварки
По форме
- вогнутые,
- выпуклые,
- нормальные.
Форма зависит от применяемого электрода и особенностей свариваемых конструкций.
По типу соединений
- угловые – применяются для соединений деталей внахлестку, торцевых и с накладками;
- стыковые – без нахлеста.
В представленном видео можно посмотреть, как варить металл внахлест и без него.