Самодельные листогибочные станки (листогибы)
Содержание:
- Конструкция листогибочного станка
- Виды листогибов и их конструкция
- Самая популярная конструкция листогиба и ее улучшение
- Проверка станка на работоспособность и доводка
- 1 Понятие «листогибочный станок» и сфера его применения
- Виды листогибочных станков
- Классификация станков по способу гибки
- Полезные советы
- Составление технического задания
Конструкция листогибочного станка
отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой , позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.
Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:
Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.
Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
1 Понятие «листогибочный станок» и сфера его применения
Листогибочный станок – это прессовое устройство, которое позволяет сгибать цельные листы металлов или вырезанные полосы из него различной формы и толщины.
С помощью этих станков можно обрабатывать латунь, сталь, алюминий и медь, а также прочие металлы, при условии того, что толщина листов будет 0,7-0,8 мм.
При изгибании отгибаемая часть листа остается не деформированной. Это позволяет сделать разнообразные предметы. Получившиеся изделия ничем не отличаются от аналогов промышленного производства.
Листогибочный станок имеет принцип работы ручного пресса
Благодаря силиконовой вставке, которая находится на гибочной балке, изгибать возможно окрашенные листы без каких-либо повреждений покрытия. Конструкция предполагает удобную функцию регулирования толщины листа, который предстоит изогнуть. Большинство станков можно использовать для резки металла.
Области применения:
- Машиностроение. Изготавливают кузова и запчасти.
- Авиа- и кораблестроение.
- Строительство. Создают фронтоны для крыш, кровлю, вентиляционные шахты и воздуховоды, ветровые планки и карнизы, дверные и оконные переплеты, отливы для окон.
- Электроника. Производят корпуса для микроволновых печей, ПК, холодильных камер, стиральных машин.
- Мебельное производство. Создают незамкнутые и замкнутые профиля, конусы, короба, цилиндры.
1.1 Конструкция и принцип ее работы
Элементы листогибочного станка:
- лист железа – основание;
- прижим;
- обжимной пуансон с креплением;
- две струбцины (чтобы прикреплять оборудование к столешнице верстака).
Сделать такой станок, как и ручной гибочный станок для арматуры можно самостоятельно при помощи металлических заготовок.
Гибочный станок с сегментными гибочными ножами
В качестве основы для конструкции специалисты рекомендуют приобрести швеллер (6,5-8 мм, длина – 500-650 мм).
Часто листогибы имеют дополнительные опции:
- приспособление для фиксации рулонных металлов;
- угломер;
- дублирующие опоры для листов;
- профилирующее устройство.
Листогиб может иметь усиленную опору, что обеспечивает надежную фиксацию станка, и роликовый нож, который режет металл на уровне фабричного производства.
Самодельный аппарат предполагает наличие основных элементов:
- Роликовый нож. Инструмент изготавливают из прочного стального сплава. Функционировать может с 25-ти километровым металлом полумиллиметровой толщины.
- Задний стол. Предназначен для размещения рабочего листа металла, который можно двигать в нужном направлении. Сгибатель с резаком устанавливают на опоры стола.
- Подставка. Представляет собой деревянную основу, на которой размещают рабочий стол. Это позволяет станку не скользить по полу. Можно регулировать высоту подставки.
- Передние упоры. Задают ширину разреза. Сама конструкция поворачивается на 180º, затем возвращается в исходное положение.
- Упор сгиба угла. Упор может устанавливать лист под необходимым углом, или начать само сгибание под произвольным.
Самодельный ручной листогиб
Ручной самодельный станок создает профильные детали из тонколистового алюминия, меди и стали.
Перед началом работы заготовку фиксируют с помощью прижимной рамы на столе аппарата. Затем загибают поворотную балку на необходимый угол выступающей части листа. Обычно загиб достигает 135º. Максимальный догиб возможен до 180º.
Прижимают заготовку механическим путем при помощи эксцентриковой стяжки.
В продаже можно встретить конструкции с электромагнитом. Он устанавливается во время производства в корпус аппарата. Магнит обеспечивает прижим, который исключает выскальзывание листа из-под прижимной балки.
Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.

При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.

В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.

Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.

С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Классификация станков по способу гибки
- прессы;
- поворотные;
- ротационные.
Промышленное гибочное оборудование, в большинстве случаев, принадлежит к первому типу. Гидравлические и пневматические прессы очень производительны и способны выполнять широкий спектр операций, кроме собственно гибки листа, они могут перфорировать металл, изготавливать штампованные детали.
Для мелкосерийного производства используются электромеханические и механические прессы, где для привода используются валы вращения и кривошипно-шатунные механизмы.
Основные части пресса:
- станина;
- привод;
- движущаяся вертикально траверса;
- пуансон;
- матрица;
- устройство компенсации прогиба основания;
- механизмы управления, контроля и измерения;
- зажимы для удерживания листа;
- нож для горизонтальной резки заготовок.
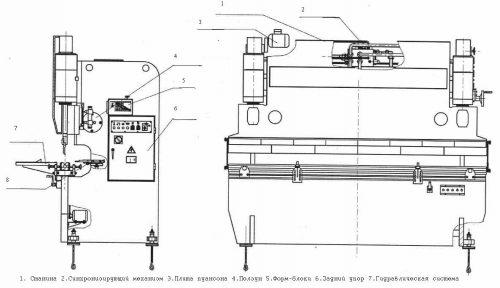 Схема основных частей пресса листогиба
Схема основных частей пресса листогиба
Листогибочный станок с поворотным механизмом — один из самых удобных. Механический листогиб может работать со сталью толщиной до 1,5 мм, нержавейкой, цветными металлами всех видов без предварительного подогрева. Роль рабочего механизма выполняет поворотная балка, закрепленная в передней части стола в горизонтальном положении на уровне стола.
Лист укладывается на горизонтальный стол и прижимается неподвижной балкой. Передняя грань балки расположена под тупым углом к плоскости стола (измерение от внешней стороны). Именно этот наклон и определяет величину угла изгиба листа. Обычно он составляет 90-120. После закрепления листа поворотная балка поднимется и загибает металл по всей линии. Размеры заготовки зависят только от ширины рабочего стола. Такое приспособление для гибки листового металла отличается простотой конструкции, высокой производительностью и мобильностью. Кроме того, используя чертежи станков заводского изготовления, можно построить листогиб самостоятельно, увеличив или уменьшив основные размеры соответственно своим потребностям.
Полезные советы
Рекомендуется всю конструкцию окрасить, поскольку она будет использоваться во дворе, а не дома. Своевременная покраска не позволит ей заржаветь.
Не используйте деревянный листогиб для сгибания листов толще чем 1 мм – это приведёт к его быстрой поломке. Он не рассчитан на такое усилие.
Не используйте, наоборот, слишком мощный листогиб для тонкой стали. Слишком быстрое сгибание приведёт к надлому листа, в результате образуется трещина. Особенно трещины разрушают со временем обычные оцинкованные листы. Каждое устройство рассчитано для определённой нагрузки.
Гнуть сталь толщиной более 2 мм на мощном листогибе одному рабочему подчас не по силам. Даже когда у листогиба длинные рычаги, может потребоваться помощь других рабочих. На профессиональных ручных листогибах рабочие гнут стальные листы вдвоём, втроём либо используют механическое устройство с 12-киловаттным двигателем. Последний вариант применим на фабрике, где из полос готовой листовой стали изготавливают, например, кровельные гофрированные листы, «коньковые» уголки, короба, Г-образные полосы для порогов и несколько иных видов продукции.
Любой листогиб подвергается постепенному износу, даже если он сверхпрочный и сверхкачественный. Движущиеся, трущиеся поворотные детали (петли, подшипники) необходимо смазывать хотя бы раз в год – при редкой, эпизодической работе. Частая и долгая работа может потребовать смазки раз в месяц, квартал – эти части испытывают усиленную перегрузку и не лишены трения окончательно. Проверяйте направляющие кромки – со временем они также могут подтупиться и зазубриться, и листовое железо гнётся хуже и грубее, с неровностями и помятыми участками.
Не используйте в качестве материала листы из нержавейки. Значительная вязкость такого сплава делает эти листы трудными в обработке.
Изготавливая листогиб, избегайте сварных соединений, которым вредят нагрузки, постоянно меняющие направление на противоположное.
Старайтесь сделать станок предельно простым, не прибавляя ненужных деталей. Простота – друг надёжности. Лишние детали могут прибавить дополнительный вес.
Листогиб не подходит для сгибания заготовок, используемых затем в художественной ковке – его нож не рассчитан на фигурное разрезание заготовок из стали от 2 мм. Нож листогиба в основном режет только прямо. Используйте специализированные станки для металлообработки иного уровня, решающие эту задачу.
Работая с электроинструментом, включая механизированные листогибы, используйте перчатки, защитные очки и спецодежду
Это уменьшит вероятность получения травмы при неосторожном движении. Амуниция рабочего не должна цепляться при работе за само устройство
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале YouTube даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата. Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик. Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов. В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм. При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно. Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла. Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.









