Можно ли нарезать резьбу плашкой и как это сделать?
Содержание:
- Как нанести резьбу метчиком?
- Как нарезать правильно
- Виды клуппов для нарезки резьб на трубах
- Что такое резьба и для чего она нужна
- Как выкрутить сломанный метчик
- Нарезание наружной резьбы плашкой
- Как правильно нанести резьбу плашкой?
- Технология нарезания внутренней резьбы
- Как провести нарезку резьбы на токарном станке?
- Производители клуппов и популярные модели
- Как и чем выполняется?
Как нанести резьбу метчиком?
Ручной метчик формирует профиль резьбы, выдавливая канавки в металлической заготовке. Этот инструмент не предназначен для удаления излишков материала из проделанного отверстия. Соответственно, работа с метчиком подразумевает предварительную подготовку детали к нарезанию. Перед тем, как браться за инструмент, в заготовке необходимо просверлить отверстие подходящего диаметра и зачистить его зенкером.
Диаметр отверстия, сверла и размер шага
Чтобы ровно нарезать резьбу нужного диаметра, важно не ошибиться с размерами подготовительного отверстия. Для наилучшего результата подготовительное отверстие диаметром должно быть чуть меньше предполагаемых внешних границ будущей резьбы
Подобрать правильное, подходящее по размеру сверло для проделывания такого отверстия поможет специальная составленная по ГОСТу таблица (все параметры указаны в миллиметрах):
| Наружный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 2 | 0,4 | 1,6 |
| 0,25 | 1,75 | |
| 3 | 0,5 | 2,5 |
| 0,35 | 2,65 | |
| 4 | 0,7 | 3,3 |
| 0,5 | 3,5 | |
| 5 | 0,8 | 4,2 |
| 0,5 | 4,5 | |
| 6 | 1 | 5 |
| 0,75 | 5,2 | |
| 0,5 | 5,5 | |
| 7 | 1 | 6 |
| 0,75 | 6,2 | |
| 0,5 | 6,5 | |
| 8 | 1,25 | 6,7 |
| 1 | 7 | |
| 0,75 | 7,2 | |
| 0,5 | 7,5 | |
| 9 | 1,25 | 7,7 |
| 1 | 8 | |
| 0,75 | 8,2 | |
| 0,5 | 8,5 | |
| 10 | 1,5 | 8,5 |
| 1,25 | 8,7 | |
| 1 | 9 | |
| 0,75 | 9,2 | |
| 0,5 | 9,5 | |
| 11 | 1,5 | 9,5 |
| 1 | 10 | |
| 0,75 | 10,2 | |
| 0,5 | 10,5 | |
| 12 | 1,75 | 10,2 |
| 1,5 | 10,5 | |
| 1,25 | 10,7 | |
| 1 | 11 | |
| 0,75 | 11,2 | |
| 0,5 | 11,5 | |
| 14 | 2 | 12 |
| 1,5 | 12,5 | |
| 1,25 | 12,6 | |
| 1 | 13 | |
| 0,75 | 13,2 | |
| 0,5 | 13,5 | |
| 16 | 2 | 14 |
| 1,5 | 14,5 | |
| 1 | 15 | |
| 0,75 | 15,2 | |
| 0,5 | 15,5 | |
| 18 | 2,5 | 15,4 |
| 2 | 16 | |
| 1,5 | 16,5 | |
| 1 | 17 | |
| 0,75 | 17,2 | |
| 0,5 | 17,5 | |
| 20 | 2,5 | 17,4 |
| 2 | 18 | |
| 1,5 | 18,5 | |
| 1 | 19 | |
| 0,75 | 19,2 | |
| 0,5 | 19,5 | |
| 22 | 2,5 | 19,4 |
| 2 | 20 | |
| 1,5 | 20,5 | |
| 1 | 21 | |
| 0,75 | 21,2 | |
| 0,5 | 21,5 | |
| 24 | 3 | 20,9 |
| 2 | 22 | |
| 1,5 | 22,5 | |
| 1 | 23 | |
| 0,75 | 23,2 | |
| 27 | 3 | 23,9 |
| 2 | 25 | |
| 1,5 | 25,5 | |
| 1 | 26 | |
| 0,75 | 26,2 | |
| 30 | 3,5 | 26,4 |
| 3 | 26,9 | |
| 2 | 28 | |
| 1,5 | 28,5 | |
| 1 | 29 | |
| 0,75 | 29,2 | |
| 33 | 3,5 | 29,4 |
| 3 | 29,9 | |
| 2 | 31 | |
| 1,5 | 31,5 | |
| 1 | 32 | |
| 0,75 | 32,2 | |
| 36 | 4 | 31,9 |
| 3 | 32,9 | |
| 2 | 34 | |
| 1,5 | 34,5 | |
| 1 | 35 | |
| 39 | 4 | 34,9 |
| 3 | 35,9 | |
| 2 | 37 | |
| 1,5 | 37,5 | |
| 1 | 38 | |
| 42 | 4,5 | 37,4 |
| 4 | 37,9 | |
| 3 | 38,9 | |
| 2 | 34 | |
| 1,5 | 40,5 | |
| 1 | 41 | |
| 45 | 4,5 | 40,4 |
| 4 | 40,9 | |
| 3 | 41,9 | |
| 2 | 43 | |
| 1,5 | 43,5 | |
| 1 | 44 | |
| 48 | 5 | 42,8 |
| 4 | 43,9 | |
| 3 | 44,9 | |
| 2 | 46 | |
| 1,5 | 46,5 | |
| 1 | 47 |
После выбора подходящего сверла стоит задуматься о смазке для инструмента. Для наилучшего эффекта ее тип должен подходить по составу к металлу или сплаву, из которого изготовлена нарезаемая деталь:
- для стали или латуни – льняное масло;
- для меди – скипидар;
- для алюминия – керосин.
Часто рекомендуемое для подобных процедур машинное или минеральное масло нельзя использовать ни с одним типом материалов. Сами по себе такие смазки детали не навредят, однако их вязкая структура помешает свободному удалению металлической стружки при нарезке заготовки, что может привести к порче используемого инструмента.
Как пользоваться метчиком?
Когда все необходимые инструменты найдены и сверла подходящих размеров подобраны, можно приступать непосредственно к нарезанию детали. Алгоритм работы с метчиком:
- Закрепить предварительно подготовленную (с высверленным под резьбу отверстием) деталь в тисках подходящего размера. При этом обрабатываемая поверхность должна располагаться строго перпендикулярно оснастке (закрепленному в воротке и смазанному маслом метчику).
- Вороток прокручивают, взяв его за рукоятки обеими руками. Для облегчения процесса нарезания на каждые 1,5–2 оборота по часовой стрелке делают половину против, совершая таким образом вращательно-поступательные движения.
- Закончив нарезание, метчик извлекают из отверстия, выкручивая его за вороток по направлению против часовой стрелки.
Обычно ручные метчики продаются наборами по 2–3 инструмента одинакового диаметра. Одни предназначены для черновой нарезки детали, другие – для придания полученному профилю гладкости и устранения шероховатостей. Использовать такие метчики следует в строгой очередности, заданной цифрами, указанными на корпусе каждого из инструментов.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
-
керосин — для алюминия.
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Виды клуппов для нарезки резьб на трубах
Клуппы трубные продолжают пользоваться популярностью, поэтому производители изготавливают изделия разных видов:
- Простые ручные изделия
- Приспособления с трещоткой
- Электрические клуппы
Чем же отличаются изделия, и какой оптимальный вариант выбрать для нарезки резьбы на трубе?
-
Простые клуппы представляют собой обычную плашку, закрепленной в держателе (основании). Такая плашка может применяться, как вместе с рукояткой, так и отдельно. Во вращение устройство может приводиться при помощи обыкновенной рукоятки, либо же газовым ключом. Рационально применять простой трубный клупп только в случае, когда необходимо нарезать резьбу в единичном экземпляре
-
Инструмент с трещоткой. Для тех, кто желает иметь в своем арсенале незаменимый резьбонарезной инструмент, рекомендуется приобрести прибор с трещоткой. Обычно такой ключ продается в наборе, в котором присутствуют различного диаметра плашки или насадки: ½, ¾, 1, 2 дюйма и т.п. Преимуществом трещотки является упрощение процесса применения инструмента. Если надо нарезать резьбу на трубе клуппом с трещоткой, то это можно сделать одной рукой, совершая простые возвратно-поступательные движения
-
Электрический клупп – этот вид инструмента эффективен в тех случаях, когда нужно нарезать резьбу на трубах в большом количестве. Главным недостатком такого вида инструмента является его заоблачная стоимость, составляющая около 25 тысяч рублей. В основу конструкции электрического клуппа входит электродвигатель, способный развивать большой момент и маленькие обороты. Электрический прибор напоминает внешне болгарку, только вместо круга, в шпинделе устанавливается плашка для нарезки резьбы соответствующего диаметра трубы
Если нужно нарезать резьбу на трубе в небольшом объеме, то купить электрический клупп можно, но это будет не рациональная трата средств. Главным достоинством ручного с трещоткой и электроинструмента является возможность нарезания резьбового соединения на трубах, закрепленных возле стены или проложенных в грунте. Для нарезания резьбы на стальных трубах отопления или водоснабжения, не нужно их демонтировать с системы. Для этого нужно взять в руки инструмент, и приступить к быстрому получению спиралевидной формы соединения.
Что такое резьба и для чего она нужна
Резьба – это одна из самых популярных разновидностей крепления деталей или монтажа конструкций. Ее используют, чтобы соединить между собой несколько деталей, например, труб, в одну конструкцию. Для этого на их боковой или внутренней части вырезаются канавки, которые имеют определенную форму, угол наклона и расстояние между углублениями (шаг витка).
Также насечка может быть на соединительных деталях, например, кранах или тройниках. С помощью этого метода монтажа можно делать разборные или неразъемные конструкции, такие как водопровод, канализация и другие виды систем из труб. Нарезать резьбу можно только на круглых или конических деталях, так как для других поверхностей это будет неудобно и не практично.
Самый распространенный вариант профиля резьбы – это треугольный. Он очень простой и доступный, но не подходит для частого разбора системы. В случае, если нужно часто разъединять трубы или другие детали используется круглый профиль. Чаще всего его используют в сантехнике. Другие виды профилей используются в кинематических системах (например, трансмиссиях), но не применяются в сантехнике.
Разновидность кинематической нарезкиИсточник findpatent.ru
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля . Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
|
Номинальный диаметр Резьбы, мм |
Шаг, P |
Диаметр стержня, мм |
|
|
Номинальный |
Минимальный |
||
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Как правильно нанести резьбу плашкой?
Технология нанесения резьбы плашкой сходна с принципом работы метчика, но если последний можно сравнить с болтом, вгоняемым в заготовку, то инструмент, о котором пойдет речь ниже, – это «гайка», навинчивающаяся на деталь снаружи. Чтобы с помощью такого приспособления получить профиль высокой точности с хорошей геометрией, надо подобрать подходящую по размерам и прочим характеристикам плашку.
Как подобрать нужную плашку?
В отличие от универсальных метчиков плашки различаются не только размерами, но и формой. Так, в зависимости от задач можно выбрать инструмент:
- многогранный;
- круглый;
- квадратный;
- трубчатый.
Что касается размеров, плашки различаются шагом резьбы (указывается в мм) и диаметром. Последний рассчитывается по особой формуле: чтобы получить искомое число (D), следует к диаметру самой заготовки (он должен совпадать с желаемым размером наружной резьбы), указанному в миллиметрах, прибавить 0,2.

Технология нанесения наружной резьбы
Чтобы нанести резьбу при помощи плашки и получить профиль высокой четкости, надо:
- Подготовленную к нарезанию деталь закрепить в тисках строго вертикально.
- Плашку нужного диаметра закрепить в воротке так, чтобы ее поверхность находилась в одной плоскости с торцом заготовки. Для более чистой работы инструмент смазывают маслом, сочетающимся с типом нарезаемого металла.
- Вороток с усилием прокручивать по часовой стрелке до тех пор, пока плашка не достигнет противоположного края детали. Затем, чтобы снять инструмент с заготовки, совершить вращение в обратном направлении.
- Для получения четкой резьбы процедуру, описанную в шаге №3, повторить 3 или 4 раза. Для лучшего эффекта можно дополнительно обработать деталь мелкозернистой наждачной бумагой. Когда цель будет достигнута, плашка станет свободно, без усилий накручиваться на заготовку.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Как провести нарезку резьбы на токарном станке?
При массовом производстве метизов используется накатка нити на автоматах. Изготовление единичных деталей выполняют нарезкой резьбы на токарных станках. Шаг выдерживается специально установленным ходовым винтом. Настройка выполняется по таблицам.
Резьбы диаметров до 40 мм выполняются метчиками и плашками, независимо от типа рельефа выступа.
На больших деталях, весом от 500 кг, с диаметром, превышающим длину детали, нарезка может производиться на токарно-карусельных станках, имеющих в своей конструкции гитару.
Методы получения резьб
Резьбы на токарном танке нарезают разными способами в зависимости от типа соединения и размера детали:
- накаткой роликом;
- с применением плашек и метчиков;
- резцами.
При накатывании профильный твердый ролик выдавливает в теле метиза канавку, приподнимая металл выступа. Способ отличается высокой производительностью. Сама нить прочная за счет образующегося на поверхности наклепа.
Таким способом можно изготавливать метизы из низкоуглеродистых пластичных сталей на автоматических линиях. Для накатки при изготовлении малых партий деталей, профильный ролик может устанавливаться на токарный станок.
Диаметр ограничен 24–30 мм.
Нарезание резьбы на токарных станках осуществляется специальным инструментом: метчиками и плашками. Метод высокопроизводительный. Не зависимо от типа резьбы и количества заходов, она изготавливается за один проход. Повышение прочности и точности достигается использованием на диаметрах более 14 мм пары инструментов: чернового и чистового.
Резцом выполняются резьбы любого профиля. Диаметр и вес детали ограничивается техническими характеристиками станка.
Для точения конических резьб на конусе резьбового соединения применяется специальный инструмент и резец. Станок должен иметь все узлы, необходимые для настройки нарезки конических резьб.
По таблицам, расположенным на передней бабке или верхней панели коробки передач, выставляется шаг резьбы. Деталь стачивается на конус по наружному размеру резьбы. Угол заточки 120⁰. Глубина резания регулируется салазками. После касания резца выставляется по лимбу.
Коническая резьба измеряется и обозначается в дюймах. Шаг определяется количеством нитей в 1⁰ параллельно оси трубы. Работать необходимо по таблицам. Проверять резьбы шаблонами и калибрами. Прямое измерение дает большие погрешности.
В отдельных конически соединениях применяется нарезка метрической резьбы по конусу. Ход резца параллельно обрабатываемой поверхности выставляется поворотом салазок.
Классификация резьб
Деление резьб по типу поверхности:
- конические;
- цилиндрические.
По направлению витка:
Без указания направленности, нарезается нить с левым направлением. Она считается стандартной. Инструмент применяется одинаковый. Изменяется на обратное вращение, и режущая кромка переворачивается на 180⁰ — суппорт подводится с противоположной стороны.
Профиль зуба в разрезе имеет разные формы. Используемые виды резьб, изготавливаемых на токарных станках:
- метрические;
- метрические-конические;
- трубные цилиндрические;
- трубные конические;
- дюймовые;
- трапецеидальные;
- упорные;
- круглые.
Для использования метчиков и плашек, деталь крепится в патроне. Резьбовой режущий инструмент поджимается центром задней бабки. При нарезке резцом, длинная деталь поджимается задней бабкой, короткая грибом. Инструмент устанавливается на суппорте и выставляется в оси детали.
Инструмент для нарезания резьб
Производительность работы увеличивается за счет применения резьбонарезных головок. Они имеют 4 сегмента с резцами. Нарезав до конца, устройство раскрывается, освобождая деталь. Инструмент не надо скручивать. Резьба нарезается быстро, как метчиком. Могут обрабатываться диаметры до 100 мм.
Резьбонарезные головки имеют сложную конструкцию и применяются при массовом производстве деталей.
Заточка резца производится по плоскому шаблону, независимо от типа резьбы. Угол должен точно соответствовать впадине, повторяя ее контуры. После нарезки вершины ниток следует зачистить и слегка притупить.
В трапецеидальных профилях углы вершин и впадин закругляются до R 0,3–0,5 мм. В противном случае резьба будет плохо закручиваться и упираться вершинами. С зачищенными верхушками при закручивании резьбы скользят по боковой поверхности, создавая прочное соединение.
Величина максимальной нагрузки и герметичность соединения увеличивается.
Наибольшую производительность при обработке отверстий дает метчик для нарезки внутренних резьб. Выставленные в оси детали, он прорезает все витки, не зависимо от количества заходов.
Производители клуппов и популярные модели
Технология изготовления резьбонарезного инструмента давно освоена и доступна как в техническом, так и в стоимостном отношении. Это определяет огромное множество производителей и торговых марок, предлагающих покупателю всех категорий клуппы ручные и электрические, для трубной и для метрической резьбы.

На рынке, в универсальном магазине или сетевом супермаркете можно встретить инструмент с каким угодно названием, в том числе скопированным, подобным и созвучным любому из приведенных и им подобных. Однозначно отворачиваться от такого товара тоже нельзя, в невзрачной упаковке может содержаться весьма качественное содержимое.
Как и чем выполняется?
Перед тем как детально ознакомится с методиками и инструментами для нарезки, следует разобраться, что подразумевается под этим процессом.
Нарезание внутренней резьбы – это специальная механическая обработка заготовки с целью получения нарезки во внутренней ее части. Заготовкой может быть труба или цилиндр. Для создания внутренней резьбы применяется специальный резьбой инструмент – метчик.
В процессе нарезки трубка или цилиндр приобретают выступы-витки и специальные канавки, которые закручиваются в спираль и чередуются друг с другом.
Для того, чтобы цилиндр или трубка с нарезами была правильно закреплена, применяются:
- гайки;
- болты;
- трубопроводные элементы, отличающиеся разъемным соединением;
- прочие детали механизмов и техники.
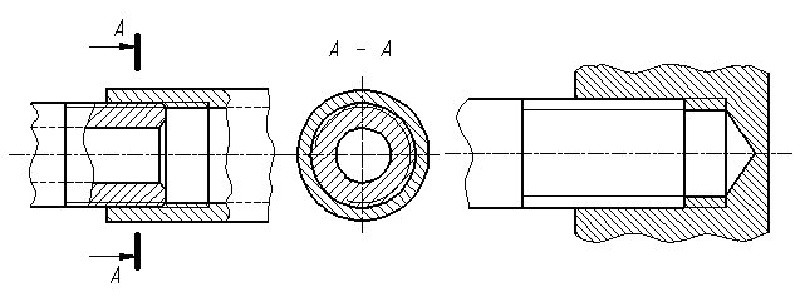
При создании резьбы используется специальный резьбовой инструмент. При начертании схематического изображения внутренней резьбы на чертежах обозначение точного количества витков затруднительно, и занимает много времени.

Муфта с внутренней резьбой
Поэтому в рамках чертежа цилиндр или трубка с внутренней нарезкой изображаются условно в независимости от особенностей профиля:
- расположенная на стержне – обозначение с помощью сплошных основных линий;
- расположенная во внутреннем диаметре – обозначение с помощью сплошных тонких линий с учетом всей длины с фаской;
- если цилиндр или трубка с внутренней резьбой проецируются в рамках чертежа на плоскость, то обозначение внутреннего диаметра выполняется тонкой линией или дугой равной ¾ окружности цилиндра;
- сплошная тонкая линия, пересекающая цилиндр или трубку на схематическом изображении наносится на расстоянии не менее 0,6 мм от основной линии. Правильно выполненное обозначение – это когда тонкая линия не превышает размер шага резьбы;
- сбег обозначается с помощью тонких линий, которые проводятся под углом в 30° по отношению к центру оси;
- если внутренняя резьба, которой обладает цилиндр или трубка должна быть обозначена на схематическом изображении как невидимая, она обозначается штриховыми линиями с ориентировкой на внутренний диаметр;
- длина внутренней резьбы включает в себя сбег и фаску, как правило, на чертеже указывается только один параметр длины с учетом всего профиля;
- при обозначении многоходной резьбы обозначению подвергается ход, при этом в скобках указывается размер шага и его значение.
Виды инструмента
Выполнять нарезку можно, используя инструменты различных типов. Это может быть:
- Внутренний резьбовой инструмент может правильно нарезать квадратную, треугольную, круглую или трапецеидальную нарезку. Инструмент отличается скошенными гранями, что при осуществлении нарезки помогает избежать трения боковых граней со стенками создаваемой резьбы.
- Токарный резец также может быть использован для нарезки трубного соединения внутреннего типа. Он включает в себя главную и вспомогательную режущую кромку. Резьбовой инструмент отличается простотой крепежа и может быть проходным, отрезным, фасонным и расточным.
- Резец фасочного типа предназначается для снятия внутренней фасочной нарезки со сложной формой.
- Мечник предназначается для внутренней нарезки в домашних условиях. Работа выполняется с помощью специальной плашки, изготовленной с применением твердого сплава и выполненной в виде гайки, оснащенной режущими канавками









