Ступенчатое (конусное) сверло по металлу: выбор, применение, заточка
Содержание:
- Точильный круг или специальный станок?
- Специфика заточки сверл с различной формой режущей части
- Контроль качества заточки
- Преимущества использования специальных приспособлений
- Приспособления для облегчения заточки
- 2
- Виды заточки изделий
- Практические рекомендации
- Какие ступенчатые свёрла по металлу лучше – выбор производителя
- Технология
- Ступенчатое сверло по металлу
- Как происходит процесс затупления сверла
- Особенности процесса заточки
Точильный круг или специальный станок?
Процесс правильного затачивания сверл достаточно сложен и требует и профессиональных навыков и мастерства. Если выполнять сверлильные работы приходится довольно часто, лучше всего не полагаться на свое мастерство и качественность и точность выставленных углов на самодельных держателях, а приобрести специальный станочек для заточки сверл.
К сожалению не всегда можно заточить сверло, предназначенное для работ по металлу при помощи обычного точильного круга и подручных приспособлений. В некоторых случаях затачивание таких сверл можно выполнять, только используя станок. К таким случаям относят:
- работу c сверлами, предназначенными для выполнения операций сверления в глухих отверстиях;
- работу с универсальными сверлами, обладающими исключительной твердостью рабочей части и используемых для выполнения отверстий в деталях сделанных из особо прочных сплавов;
- работы связанные c подточкой наименьшей толщины в случаях, когда нужно выполнить сверление на большую глубину.
Такие станки имеют специфическое оборудование, которое делает возможным фиксирование сверла в любом требуемом положении. Применяя такой станок, можно будет затачивать любые, в том числе изготовленные из специальных твердых сплавов, сверла.
Сегодня в магазинах представлены разнообразные станки с разной функциональностью, разных размеров. Поэтому не сложно выбрать именно тот вариант, который в наилучшей степени будет отвечать индивидуальным запросам мастера. Можно также приобрести специальную насадку на электродрель для затачивания сверл. Мастера отзываются о таких насадках достаточно положительно.
Посмотреть как делают своими руками затачивание сверл, как проконтролировать правильность затачивания при помощи сверления, как самостоятельно сделать приспособление для затачивания в домашней мастерской можно в видеоролике.
Специфика заточки сверл с различной формой режущей части
Первым признаком, свидетельствующим о том, что сверло нуждается в заточке, является характерный скрип в начале его работы. Пренебречь данным показателем нельзя, потому как это может иметь дальнейшие негативные последствия:
- кромка сверла начнет крошиться;
- двигатель будет испытывать перегрузку;
- появятся заусенцы на обрабатываемой поверхности.
В первую очередь, способ заточки будет зависеть от формы режущей части сверла
Вопрос о том, как правильно заточить сверло, будет рассмотрен на примере спирального варианта. Способ заточки зависит от формы, которую необходимо придать режущей части. Вид заточки может быть следующим:
- одноплоскостным;
- двухплоскостным;
- цилиндрическим;
- коническим.
В ходе одноплоскостной заточки сверло просто приставляется параллельно к абразивному кругу, не перемещается. Таким простым способом можно затачивать сверла размером до 3 мм. Двухплоскостная заточка выполняется подобным образом.
Несколько сложнее производится коническая заточка. Сверло следует взять двумя руками: левой – ближе к конусной рабочей части, правой – за хвостовик. Прижимать инструмент нужно к торцевой части шлифовального круга режущей кромкой и задней плоскостью. Правой рукой следует покачивать сверло. Подобным способом выполняется и цилиндрическая заточка.
Заточка сверла конической формы производится с торцевой стороны шлифовального круга
Как заточить сверло правильно: возможные ошибки и их предупреждение
Несмотря на большое количество информации о том, как точить сверла по металлу, даже имея достаточные теоретические, а иногда и практические знания, многие допускают ряд ошибок. Предсказать последствия нетрудно: при обточке крошится режущая кромка, инструмент перегревается, рез имеет погрешности размеров, возможны шероховатости и неровности на обработанных поверхностях.
К типичным ошибкам при заточке сверл относятся следующие отклонения от нормы:
- Разная длина режущих кромок. Центр сверления является смещенным относительно оси инструмента. Заточенное таким образом сверло будет испытывать биение, попасть точно в центр станет крайне затруднительным. Чаще всего такие сверла в процессе работы ломаются.
- Асимметричность углов при точно выставленном центре. После такой обработки у инструмента останется рабочей только одна режущая кромка. Сверло будет нагреваться, а выполненное им отверстие приобретет диаметр больше, чем у инструмента.
Ошибки при заточке сверл допускают не только новички, но иногда даже профессионалы
Перечисленные выше ошибки более всего являются следствием неправильно разработанного точильного устройства. И здесь снова стоит вернуться к чертежам. Приспособление для заточки сверл своими руками должно иметь функциональный держатель угла заточки. Его применение обеспечит правильное выполнение обработки режущих поверхностей.
Показатели величины углов заточки сверл по металлу
Независимо от того, на каком устройстве выполняется заточка, процесс должен быть контролируемым. В данном плане наиболее совершенные станки с электронным управлением. Возможность регулировки на электромеханических устройствах также позволяет качественно выполнить обработку.
Очень важным показателем является величина угла заточки. Она неодинакова у разных материалов, так как последние отличаются уровнем плотности и спецификой структуры.
Таблица, содержащая информацию о правильных углах заточки сверл:
| Обрабатываемый материал | Угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120° |
| Бронза мягкая, латунные сплавы | 125-135° |
| Медь красная | 125° |
| Алюминий и мягкие сплавы на его основе | 135° |
| Гранит, керамика | 135° |
| Древесина любых пород | 135° |
| Магний и сплавы на его основе | 85° |
| Силумин | 90-100° |
| Пластик, текстолит | 90-100° |
Контролировать правильность заточки сверл удобно при помощи шаблонов.
Контроль качества заточки
Для восстановления исходных параметров инструмента необходимо выбрать точильный круг, твёрдость которого позволяет качественно получить исходные параметры. На начальном этапе производят восстановление задней поверхности. Основной задачей является правильный выбор угла подачи к поверхности точильного круга. После завершения этой работы приступают к приведению в нормальное состояние передней кромки.
Несоблюдение этих требований приведёт к ухудшению качества просверленных отверстий и нарушение технологии резания. После завершения операции проводится проверка качества полученных параметров. Если были допущены определённые отклонения от предъявленных требований, производится доводка сверла до нужной кондиции. На предприятиях, где свёрла используют для производства большого количества отверстий, доводка производится в обязательном порядке.
После завершения всех технологических операций по восстановлению инструмента рекомендуется проверить его основные геометрические параметры. Для решения этой задачи применяют следующие приспособления:
- изготовленные шаблоны;
- прибор, разработанный В.А. Слепниным.
В первом случае используют готовые шаблоны, которые изготавливаются по заранее рассчитанной методике. Такие шаблоны можно приобрести готовые через торговую сеть или изготовить самостоятельно. Методы их изготовления приведены в специальной литературе или на интернет порталах.
Основу прибора, разработанного Слепниным, составляют два диска. Они вращаются относительно друг друга. Основным его достоинством является вариативность возможных измерений. Эта универсальность позволяет избавиться от необходимости создавать большое количество индивидуальных шаблонов. Поэтому значительно сокращается время проверки нескольких изделий.
При проверке каждого инструмента после завершения операции заточки необходимо проверить не только полученные параметры, но и равенство длины противоположных режущих кромок. Если они будут отличаться по длине, это приведёт к увеличению диаметра полученного отверстия. Далее необходимо проверить изменение заднего угла режущей кромки. Он должен постепенно увеличиваться по направлению к центру инструмента.
Преимущества использования специальных приспособлений
Большим преимуществом использования точильных станков, оснащенных специальными приспособлениями, является то, что движение обрабатываемого инструмента на них обеспечивается за счет привода, соединенного с электродвигателем. Конструктивная схема такого привода включает в себя подшипниковый узел и вал. На конце последнего и фиксируется сверло, которое надо заточить.
Перед началом процедуры инструмент закрепляется на устройстве под требуемыми углами заточки. После того как сверло по металлу оказывается зафиксированным на подвижной колонке приспособления, она сама подводится к вращающемуся точильному кругу. Таким образом, все углы, которые необходимо сформировать на задней поверхности режущей части, выдерживаются в процессе заточки автоматически. Среди основных недостатков такого станка для заточки сверл обычно отмечают его большие размеры.
Станок для заточки сверл
Если вы ищете ответ на вопрос о том, как правильно заточить сверло по металлу, не выполняя при этом сложных манипуляций с обрабатываемым инструментом, вам можно порекомендовать более компактные устройства. Одно из таких приспособлений – это насадочный станок. Он устанавливается на шпиндель обычной электрической дрели, от которого и приводится во вращение его основной рабочий элемент – точильный круг. Один конец такого приспособления оснащается специальной муфтой, соединяющей устройство с вращающимся шпинделем электрической дрели, а другой – крышкой с отверстиями разного диаметра, в которые вставляются рабочие части затачиваемых сверл по металлу.
Насадка на дрель для заточки сверл Sparta
Научить кого-либо пользоваться этим приспособлением, позволяющим быстро заточить сверло в домашних условиях, очень легко. При этом можно даже не показывать такой процесс по видео или вживую, все понятно и без демонстрации. Чтобы заточить сверло по металлу при помощи такого устройства, достаточно вставить инструмент в отверстие соответствующего диаметра до упора и включить электродрель, которая приведет во вращение точильный круг. Заточенный при помощи такого простейшего приспособления инструмент обладает всеми требуемыми геометрическими параметрами.
Казалось бы, заточить сверло можно при помощи любого устройства, способного привести во вращение точильный круг. Между тем без использования приспособлений для фиксации инструмента в процессе заточки нельзя выполнить такую процедуру качественно. Кроме того, можно получить серьезные травмы. Обращаться к такому простейшему способу заточки можно только в том случае, если вам требуется заточить сверла небольшого диаметра, которые несложно удержать в руках в ходе обработки.
При ручной заточке выдержать нужные параметры поможет закрепленный на опоре уголок
После того как вы заточили сверло по металлу, необходимо выполнить такую технологическую операцию, как доводка. Она нужна для того, чтобы довести качество режущей части восстановленного инструмента до требуемых значений. Доводка выполняется при помощи точильных кругов с небольшой зернистостью. При этом с режущей части сверла устраняются все неровности, ей придается гладкость. Сверла, на рабочей части которых отсутствуют шероховатости, создают в процессе сверления меньше трения, меньше нагреваются, а значит, способны прослужить дольше. Для выполнения доводочных операций как в производственных, так и в домашних условиях используются точильные круги, изготовленные из карбида кремния.
Немаловажным условием качественной заточки является отсутствие вибрации абразивного камня
Сверла, рабочая часть которых оснащена напайками из твердых сплавов, также можно наточить, но при этом следует учитывать ряд нюансов. Твердосплавные пластины очень критично относятся к перегреву, поэтому качественно заточить такие сверла по металлу можно только на невысоких скоростях вращения точильного круга. Кроме того, выполняя заточку, необходимо следить за тем, чтобы инструмент не перегревался. В противном случае твердосплавные пластины растрескаются или даже отломаются в месте пайки.
Чтобы заточить твердосплавные пластины, можно следовать технологии обработки обычных режущих инструментов. Надо также иметь в виду, что для заточки сверл с твердосплавными пластинами используют точильные круги с алмазным напылением, так как только они могут эффективно справиться с обработкой такого твердого материала.
Приспособления для облегчения заточки
Здесь речь пойдет уже не о станках, а о полезных и удобных устройствах, упрощающих работу и помогающих выдержать правильный угол.
Это могут быть покупные изделия, например, вот этот кондуктор родом с АлиЭкспресс. Точильный диск совсем маленький, вращение ему передается от подключенного с помощью специального переходника патрона дрели. Пользователю необходимо только вставить сверло в канавку и включить дрель. Обзор использования такого кондуктора описан в этом видео.
Для тех, кто не уважает китайскую продукцию, есть вот такие стойки.
Есть также ряд самодельных устройств-кондукторов, рассчитанных на удобную заточку. Например, вот два из них.
Есть также оригинальное приспособление из дверной петли.
2
Перед тем как приступать к работе, понадобится надеть очки и рукавицы, после чего подготовить резервуар с водой.

Очки и рукавицы
Мелкая пыль и искры будут отлетать от точила и разлетаться во все стороны. Если не закрыть руки и лицо, то данные мелкие частицы могут сильно порезать открытую кожу. Однако особо опасны они для глаз, которые не защищены. Если пыль попадет в глаза, то могут появиться проблемы со зрением, а в некоторых случаях возможна полная его потеря.
Резервуар с жидкостью необходим для того, чтобы охлаждать устройство, так как в процессе заточки оно будет нагреваться от трения о прокручивающуюся плоскость круга. Если сверло не будет своевременно охлаждено, то оно быстро перегреется и в будущем во время работы сломается.
Виды заточки изделий
К одноплоскостной заточке прибегают, если диаметр тупых свёрл не превышает 3 мм. Вы должны соблюдать максимальную точность, иначе ему угрожает поверхностное разрушение. Чтобы одноплоскостная заточка была успешной, сверло, должно быть, приложено к абразивному кругу и перемещено в одном направлении с его поверхностью.
Коническая процедура используется, когда необходимо затачивать большой продукт, предназначенный для резки металлических листов и деталей. Такое затачивание предполагает, что сверло фиксируется обеими руками и обрабатывается последовательно. Затем с помощью режущего инструмента выполняется так называемая отладка.
Практические рекомендации
Наждачный станок, оснащенный точильным кругом, является универсальным устройством, позволяющим даже в домашних условиях качественно заточить сверло по металлу. Используя такое устройство, технологическую операцию следует начинать с обработки задней поверхности инструмента. Сверло, которое надо заточить, удерживают по отношению к точильному кругу таким образом, чтобы его режущая часть располагалась параллельно к поверхности круга. Заточка, выполняемая по данной методике, оптимально подходит для сверл по металлу, диаметр которых не превышает 10 мм.
Чтобы качественно точить сверла, диаметр которых больше 16 мм (в том числе и оснащенные твердосплавными пластинами), лучше всего использовать наждачный станок со специальным приспособлением. Применение последнего позволяет не только контролировать угол заточки сверл значительного диаметра, но и выполнять такой процесс с максимальной безопасностью.

Точность заточки в специальном приспособлении достигается точной подгонкой и надежной фиксацией сверла в оправке
Точильные станки, оснащенные дополнительными приспособлениями, рекомендуется использовать в тех случаях, когда необходимо заточить сверла следующих категорий:
- используемые для сверления глухих отверстий, для которого характерно снижение осевого усилия резания;
- универсальные, характеризующиеся повышенной прочностью;
- применяемые для сверления глубоких отверстий и отличающиеся незначительной величиной подточки.
Основная задача, которую решают приспособления, позволяющие качественно заточить сверло по металлу на точильном станке, – это правильное ориентирование режущей части инструмента по отношению к поверхности . Именно поэтому в конструкции такого приспособления имеется специальная опорная плита. На нее устанавливаются сам станок, двигатель, приводящий во вращение точильный круг, а также поворотная колонка, на которой фиксируется обрабатываемый инструмент. Использование такой колонки позволяет затачивать сверла практически в любом пространственном положении, располагая их режущую часть по отношению к поверхности точильного круга под требуемыми углами.
Какие ступенчатые свёрла по металлу лучше – выбор производителя
Немаловажным критерием при покупке ступенчатой насадки является производитель, поскольку только изделия от проверенных компаний будут обладать требуемыми характеристиками.
На рынке представлены насадки как отечественного производства, так и импортного. К числу лучших российских образцов следует отнести ступенчатые свёрла «Зубр», «Интерскол» и «Туламаш». Все эти компании предлагают высококачественные изделия, выпускаемые как поштучно, так и наборами, с последующей гарантией.
Из импортных производителей можно отметить компании Bosch, Haisser, Ruko Precision Tools.
Технология
Чтобы качественно подточить сверло, нужны определённые приспособления. Будет ли это маленькое или большое сверло, значения не имеет – технология едина: основную работу выполняют режущие грани на конце, а боковые спиральные кромки выравнивают просверливаемое отверстие, отводя стружку в спиральные каналы.
Простейший способ заточить сверло – втулка, её внутренний диаметр равен по диаметру сечению самого сверла. Втулку закреплают жёстко под нужным углом. Она выбирается следующим образом – сверло должно чётко и с усилием входить в шаблон, не отклоняясь ни на градус. Если сверло отклонится, режущие края восстановятся неточно, и в итоге оно будет «гулять» при работе. Втулка может комплектоваться трубками из цветмета, внутренний диаметр которых равен наиболее часто встречающимся значениям диаметра изделия.
В состав шаблона входит подручное средство, облегчающее подачу сверла к точильному кругу для заточки и не позволяющее изделию сместиться в обратном направлении. Чем твёрже порода дерева, из которого выполнен брусок, тем точнее выставляется угол: так, мастер использует для подачи сверла дубовый брусок, при этом раскачка сверла в нём при заточке, его шатание исключено. Станок – например, всё то же точило – может быть самодельным: главное, чтобы точильный камень не был расцентрован, не вибрировал при работе.
Правильный угол
Величина угла определяется сортом стали или другого металла (либо сплава), в котором сверлятся отверстия. Чем меньше твёрдость металла или сплава, тем больше угол заточки. Так, для стали, чугуна и бронзы, заготовки из которых нужно сверлить, угол заточки достигает 120°, для пластика и мягких щелочных металлов типа магния – 85°.
Дерево любой породы требует 130°. Нержавеющей стали достаточно 115°. Дело в том, что легко поддающийся металл образует за короткое время больше стружки, возникает излишнее трение, остриё сверла разогревается сильнее и быстрее. А излишнее тепло притупляет его – даже закалённая сталь, из которой изготовлен бур, отпускается при нагреве. Сталь изделия теряет твёрдость и начинает скорее тупиться.
Доводка
Довести восстанавливаемый бур в домашних условиях можно на особых стачивающих кругах, комбинирующих грубую шлифовку быстрорежущей стали с мелкозернистой. Эти круги содержат сравнительно мягкий наполнитель, ликвидирующий грубые царапины, насечки и выбоины, образующиеся при работе. Их ликвидируют, не меняя очертания режущих кромок. Эти диски ставятся на болгарку или дрель, а сверло зажимается на отдельном фиксаторе или в тисках. Если обработка с помощью кругов оказалась грубоватой, само изделие дошлифовывают при помощи вращающегося наждачного круга.
Проверка
Скорая проверка правильной заточки достигается посредством особого шаблона, замеряющего длину режущих граней, местоположение верхушки, угол скоса отводящих каналов на сверле и величину угла продольной кромки.
Подточка
Если у мастера затупилось 10-миллиметровое сверло, то изделие подтачивается со стороны передней кромки. Задача – повысить угол прорезывающей грани и снизить скос переднего острия, сужение поперечной кромки.
Это предотвращает ускоренный слом мельчайших крупинок стали с острия, а значит, и продлевает срок службы бура, даёт возможность сверлить быстрее и больше. Изделие дополнительно шлифуется под небольшой задний угол, что уменьшает силу трения в прорезываемых отверстиях.
Ступенчатое сверло по металлу
Если вы выбираете для себя конусное сверло, обратите внимание на одну из его разновидностей – ступенчатое сверло по металлу. Каждая ступень такого режущего инструмента образуется за счёт плавного спирального перехода и имеет свой диаметр
Такая конструкция очень удобна, так как в процессе сверления достаточно легко отследить какой диаметр на данный момент имеет просверленное отверстие.
Многие из мастеров часто задумываются о том, стоит ли приобретать такой дорогостоящий инструмент
Ведь цена конусного и ступенчатого сверла колеблется от двух до пяти тысяч российских рублей и напрямую зависит от материала, класса прочности, напыления и других показателей, на которые следует обращать внимание при выборе инструмента. Уверяем вас, стоит
Ступенчатые свёрла по металлу имеют массу преимуществ. Например:
- Они позволяют использовать всего один режущий инструмент для выполнения целого ряда задач;
- Режущие кромки ступенчатого сверла имеют высокий показатель прочности, что обеспечивает долгосрочный запас рабочего ресурса;
- Такой инструмент обладает высокой скоростью сверления. При такой скорости даже у тонкого листового металла не снижается качество кромки;
- Острый наконечник инструмента легко врезается в металл даже с очень плотной структурой. При этом отпадает необходимость в использовании центрирующего элемента, что значительно упрощает процесс сверления;
- Своеобразная конструкция ступенчатого изделия позволяет исключить из чемодана мастера угловую шлифовальную машинку и надфиль. И если возникает необходимость отшлифовать готовое отверстие, то можно смело использовать конусное сверло;
- Использование режущего инструмента такого плана как минимум на 50 процентов повышает эффективность сверления тонколистового металла. Такая эффективность достигается за счет того, что поступательные каналы ступенчатого сверла отличаются между собой размерами и имеют плавный переход;
- Преимущество ступенчатого сверла заключается ещё и в том, что его можно использовать как для ручного устройства, так и для станка;
- Особое абразивное напыление, которое может быть выполнено как из алмазной, так и из титановой крошки придаёт конусному ступенчатому сверлу особую прочность. Такое изделие, при условии правильной эксплуатации и нормированных нагрузок, не нуждается в частой заточке.
Ступенчатые и конусные свёрла – что у них общего? Это инструменты, режущие грани которых отличаются повышенной остротой и отсутствием заусениц. Обе эти конструкции практичны в использовании и обладают массой преимуществ. Их использование позволяет избежать различных трудностей и напрасной траты времени. И конусные и ступенчатые свёрла по металлу стоят достаточно дорого. Да это можно назвать минусом. Но, с другой стороны, они заменяют целый набор инструментов. И если сложить стоимость всех инструментов из набора и сравнить их со стоимостью сверла, то ощутимой разницы не почувствуется.
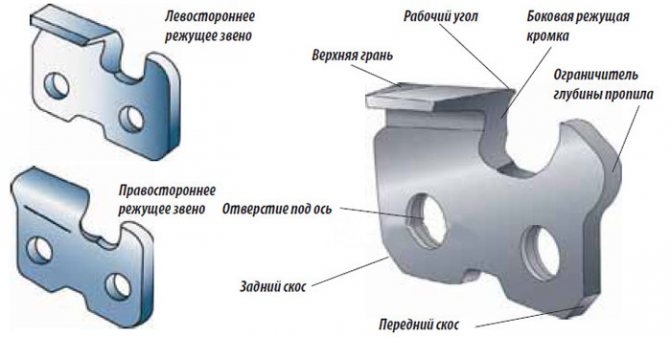
Чем же они отличаются? Если говорить о конструкции, то она состоит из рабочей конической части, изготавливаемой из быстрорежущей инструментальной стали и хвостовика, с помощью которого сверло устанавливается в инструмент. Простое конусное сверло имеет головку с гладкой поверхностью, а ступенчатое – головку со ступенями, оснащёнными режущими кромками. Ступенчатые свёрла, в свою очередь, подразделяются на:
- свёрла со спиральной режущей кромкой;
- с прямой режущей кромкой
Свёрла с прямой режущей кромкой имеют более простую геометрическую форму, поэтому их легче затачивать. А спиральная режущая кромка обеспечивает более мягкое и плавное сверление.
Как выбирать конусные и ступенчатые свёрла и на что обращать внимание мы вам рассказали. Выбор всегда остаётся за вами
Бензиновая болгарка. Проходит там, где другие стоят!
Бензиновая электростанция. Переносной источник энергии
Как происходит процесс затупления сверла
Скорость резания металла при сверлении максимальна на периферии сверла. Это означает, что здесь происходит самое большое нагревание режущих кромок, a отвести эффективно тепло из этой области довольно затруднительно. Именно из-за этого процесс затупления, начинаясь c уголка, постепенно охватывает всю режущую кромку.
Следующий этап — истирание задней грани. От режущей кромки на эту часть сверла распространяются штрихи, которые сливаясь, образуют слитную полосу вдоль режущей кромки. Потом эта полоса став сплошной расширяется, становясь более обширной на периферии, к центру сверла сужающаяся. Происходит сминание режущей кромки – инструмент становится тупым.
Для того, чтобы упростить контролирование корректности выполнения геометрии сверла используют предельно простые шаблоны. Как изготовить наиболее простой будет описано ниже. C помощью такого шаблона, включая случаи выполнения затачивания сверл не прибегая к помощи каких-либо приспособлений, легко и просто проконтролировать, где необходимо снять еще металл c сверла. Как шутят мастера, применяя подобный шаблон, всегда получится то, что должно получится, просто потому, что не получиться не может, даже если будет нужно для этого сточить половину сверла.
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности
.
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы. Из-за нагревания они разлетаются в виде искр
Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки
.
Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением
. Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
Многие люди не учитывают это и производят необходимые им работы, пока сверло полностью не поломается, после чего перестают использовать изделие и приобретают новое. Происходит это по той причине, что начинающие мастера не знают, как выполняется заточка сверл для стали. Следует знать, что это можно выполнить и своими руками, при этом для работы понадобятся инструменты, которые есть в наличии в мастерской.
Просверлить металл можно исключительно заточенным приспособлением. Если в начале выполнения работы произойдет скрип в месте, где соприкасается инструмент с металлом, то это означает, что сверло затупленное. В таком случае приспособление будет прокручиваться, сильно тереться о металл и выделять тепло при сверлении.
Затупленное сверло
Мастера для собственных нужд используют чаще всего небольшие сверла, диаметр которых составляет менее 16 мм. Чтобы заточить затупленное приспособление, рекомендуется использовать специальные конструкции.
Для выполнения заточки можно применить такие инструменты:
- станок для заточки с абразивным кругом;
- машинка для шлифования;
- электрическая дрель с подходящей насадкой.
Можно применить и другое устройство для заточки, на которое есть возможность смонтировать специальный камень и сделать так, чтобы он вращался. Подобное изделие должно обеспечить скорость прокручивания вала более 800-1000 об/мин.