Пайка проводов паяльником в домашних условиях
Содержание:
- Как выпаять радиодетали из платы
- Металлическая губка
- Преимущества и недостатки пайки
- Паяльник – основной инструмент
- Дополнительная тренировка
- Выпаивание деталей из плат одним паяльником
- Как правильно паять паяльником – советы, видео
- Как правильно паять?
- Пайка проводов без использования паяльника
- Расходные материалы
- Особенности пайки проводов
- Процесс пайки электропаяльником
- Ликбез для начинающих
- Как подготовиться к работе?
- Пайка проводов
Как выпаять радиодетали из платы
Для того чтобы достать элементы с платы, нужно нагреть место спайки и вытащить компонент пинцетом или плоскогубцами. Если у компонента несколько ножек, то можно выпаивать их по отдельности.
Приспособление для удаления излишков расплавленного припоя
При выпаивании сложной детали можно использовать дешёвый китайский оловоотсос. Работает он как шприц только откачка упрощена наличием пружины и спусковой кнопки.
Работа с отсосом припоя
Работать с ним очень просто, опускаем поршень вниз, расплавляем припой, подносим отсос, нажимаем кнопку и расплавленный припой засасывается в корпус шприца.
Теперь можно спокойно расшатать и вытащить нужный вам электронный компонент. Также этот оловоотсос можно использовать для прочистки отверстий в плате для вставки новых деталей.
Результат — чистые отверстия для пайки
Делается это очень быстро, главное не забывайте удалять кусочки припоя из корпуса оловоотсоса, иначе они там застрянут, и он перестань работать.
Металлическая губка

В этом случае используется простейший способ сухого лужения и очистки жала, реализуемый с помощью стальной губки.
Её пружинящие ячейки обеспечивают хорошую притирку жала и позволяют быстро залудить его рабочие поверхности. Этим способом можно пользоваться при подготовке паяльников, оснащённых керамическими и никелевыми наконечниками, а также имеющих очень тонкое жало.
Специальную стальную сетку можно поменять на обычную кухонную губку. Для очистки самой губки достаточно просто постучать сеточкой по столу, после чего все остатки припоя вывалятся низ неё. Стоимость этой чистящей принадлежности не превышает пятидесяти рублей, так что можно купить её сразу с запасом.
При любом из предложенных вариантов повреждение паяльника из-за сильного давления практически исключено.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Паяльник – основной инструмент
Основным инструментом, без которого невозможно соединить детали и провода, является паяльник. Существует множество конструкций с различными техническими характеристиками, поэтому выбор нужного изделия будет непростой задачей для новичка.
Данные инструменты отличаются мощностью, в них устанавливаются керамические или спиральные нагреватели. Первые разогреваются очень быстро, но требуют максимума аккуратности, поскольку даже незначительные удары приводят к поломке и выходу из строя. Во втором случае паяльники разогреваются дольше, но отличаются большей практичностью и повышенным сроком эксплуатации. Любые из этих модификаций используются при решении задачи, как паять паяльником с оловом и канифолью.
Большинство известных паяльников по своей мощности разделяются на следующие категории:
- От 3 до 10 ватт. Применяются для работы с наиболее мелкими микросхемами.
- От 20 до 40 ватт. Используются радиолюбителями и для бытовых целей.
- От 60 до 100 ватт. Позволяют соединять толстые провода и конструкции средних размеров.
- От 100 до 250 ватт. При помощи этих паяльников соединяются массивные и крупногабаритные металлические детали.
Размеры паяльника зависят от его мощности: чем он мощнее – тем габаритнее. Поэтому для выполнения разных работ опытные мастера приобретают устройства с разными параметрами. Те, кто постоянно занимается пайкой, вместо паяльника используют паяльную станцию. Она имеет возможность точно регулировать диапазон нагрева и поддерживать постоянную температуру жала.
В комплект станции входит специальная подставка для инструмента и ванночка для чистящей губки. Подобные устройства требуют знаний и практических навыков, но они же и обеспечивают высококачественную скоростную пайку. Работа с обычным паяльником не требует столь качественного обучения.
При выборе паяльника нужно обращать внимание на форму жала. Она может быть в виде конуса, лопатки, иглы и т.д
То есть, каждый выбирает ту конфигурацию, к которой привык. Существуют инструменты с набором сменных насадок, облегчающих выполнение конкретной работы. В процессе эксплуатации они постепенно изнашиваются, поэтому рекомендуется выбирать жала с повышенной термической устойчивостью.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.
Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
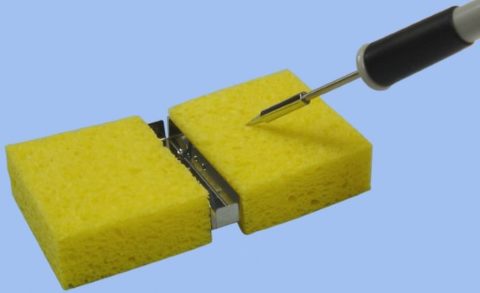
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
-
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
-
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
Как правильно паять?
Итак, паяльник вы залудили и подготовили к пайке. Теперь необходимо подготовить детали, которые вы будете спаивать между собой. В первую очередь детали необходимо очистить от загрязнений и обезжирить. Для этого подойдут разного рода очистители на основе изопропилового спирта или растворители. Если на деталях есть следы коррозии, то их также необходимо устранить – зависимо от характера поверхности это можно сделать механическим способом или при помощи специальной химии.
После того как поверхности очищены, можно приступать к их пайке. Детали необходимо надежно зафиксировать таким образом, чтобы они были недвижимы в процессе пайки. Для этого можно использовать ту же «третью руку». На поверхности, которые будут спаяны между собой, необходимо нанести флюс. Много его давать не нужно – главное полностью покрыть поверхности пайки. Берем припой и… тут возможны два варианта пайки:
- нанесение припоя на жало паяльника и перенос его в зону пайки;
- нанесение припоя непосредственно в зону пайки.
При нанесении припоя паяльником необходимо небольшое количество припоя расплавить на кончике жала. После этого жалом прижимаем детали в зоне пайки. В процессе пайки флюс будет испаряться, его остатки можно смывать или оставить – все зависит от того, какой флюс вы используете. Этот метод подходит для пайки мелких деталей.
При пайке другим способом – нанесением припоя непосредственно в зону пайки – необходимо паяльником прогреть детали до температуры пайки и сразу после этого подать в зону пайки припой. Расплавляясь, припой заполнит пространство между деталями пайки и обеспечит надежное соединение. Таким способом, как правило, паяют массивные детали и радиокомпоненты на платах.
В процессе пайки как одним, так и другим способом важно правильно подобрать температуру паяльника, поскольку от этого напрямую будет зависеть качество пайки. Припой в расплавленном виде должен иметь состояние близкое к жидкому
Наверняка все помнят фрагмент из фильма «Терминатор 2: Судный день» на металлургическом заводе, когда жидкий терминатор T-1000 восстановился из разогретых кусочков. Вспомнили? Так вот – консистенция припоя должна быть такой, как эти разогретые кусочки 🙂
Основные признаки того, что температура паяльника недостаточна:
- Припой после остывания становится матовым.
- Припой плохо растекается по поверхности.
- Припой после остывания имеет зернистую структуру.
В результате этого вы получите так называемую холодную пайку. Пайка чрезмерно нагретым паяльником тоже ни к чему хорошему не приведет – припой будет очень быстро окисляться и плохо лудиться. Как в первом, так и во втором случае вы получите в конечном результате соединение деталей, которое будет иметь плохую механическую прочность и со временем просто разрушится.
Как правило, температура паяльника подбирается индивидуально для каждого типа пайки. Вместе с этим, для большинства типов пайки припоями ПОС-60 идеальной является температура 240-300 °C – начинать необходимо от наименьшего значения и постепенно увеличивать её по мере необходимости. При правильно подобранной температуре в конечном результате у вас должно быть блестящее соединение.
Припоя не должно быть слишком много, но вместе с тем его должно быть достаточно для равномерного заполнения пространства между деталями. И главное – не держите долго паяльник в зоне пайки. Для того, чтобы припой расплавился и заполнил пространство между деталями, достаточно 3-4 секунд.
Итак, основные азы пайки мы с вами рассмотрели, а теперь пройдемся по наиболее распространенным применениям пайки в повседневной жизни.
Пайка проводов без использования паяльника
Провода подвержены обрыву. Припаять провод без паяльника можно при учете нескольких рекомендаций:
- Для начала находится место обрыва и концы зачищаются.
- После этого провода скручиваются между собой для создания прочного соединения.
- Место, которое подвергается обработке, следует немного разогреть. Для этого можно использовать зажигалку или другой источник тепла.
- Припой также разогревается до пластичного состояния, после чего наносится на место соединения.
При работе с проводами крупного сечения следует размельчить припой и посыпать его на поверхность, после этого разогреть поверхность свечой или зажигалкой. В этом случае припой заполняет свободное пространство, за счет чего обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльника следует учитывать тот момент, что подобным образом можно обработать только провода с диаметром 2 мм.

Пайка проводов без паяльника
Если нужно провести пайку плоского элемента, то детали предварительного лудятся. На момент пайки жила прижимается и посыпается стружкой выбранного сплава, после чего поверхность разогревается.
Расходные материалы
Их всего 2 – это флюс и припой.
Флюс обезжиривает поверхность и очищает ее от оксидов. В электронике применяется несколько его видов.
- Канифоль. Это очищенная сосновая смола. Хорошо себя зарекомендовала, но при нагревании выделяет сильный едкий запах.
- Паяльный жир. Он лишен этого недостатка и отлично очищает контакт от окислов.
- Кислота. Хорошо растворяет окислы, но после работы ее необходимо смывать водой. По этой причине применять кислоту для электроники нельзя.
Далее переходим к припоям.
- Чистые олово и свинец почти применяются редко. Олово дорогое, а свинец дает не очень прочный шов.
- Самый распространенный у радиолюбителей припой – ПОС-61. Он содержит 60% олова и 40% свинца, температура плавления – 183-230 градусов. Поставляется как в виде брусков, так и в виде тонкой проволоки (что более удобно).
- Сплав Розе. Он плавится при температуре 90-100 градусов и может быть полезен при демонтаже радиодеталей с печатных плат.
После того как все готово, переходим к работе.
Особенности пайки проводов
Выше мы рассказали о лужении проводов. Надо добавить несколько слов о процессе прочной их спайки. Она несколько отличается от обычной с другими материалами.
Тонкие провода подвижны, их нужно прижимать плотно, а потом паять. Способы соединения и пайки проводов различные, расскажем о некоторых.
Можете скрутить два медных провода, если они тонкие, предварительно очистив и залудив, затем спаять.
Если проводка многожильная, то очищать надо все нитки, затем пальцами сжать плотно и прокрутить по часовой стрелке, насколько можно плотнее. Затем окунуть в канифоль и жалом залудить.
Вместо плоскогубцев можно сделать так. Очистите несколько сантиметров медного нетолстого провода, залудите его, а затем туго намотайте на один конец скрутки, зафиксируйте, так же выполните и на другом конце.
А затем окунайте в расплав олова, пока на скрутке не будет видна медь. Выньте из ванны и дайте застыть.
Желательно предварительно надеть на один конец провода термоусадочную трубочку, после спайки продвиньте её и покройте всю оловянную часть.





Спичками разогрейте её, чтобы она охватила и заизолированные части. Тогда не нужно будет наматывать изоленту. Вот и вся инструкция, как правильно паять на флюсе и припое.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
-
Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
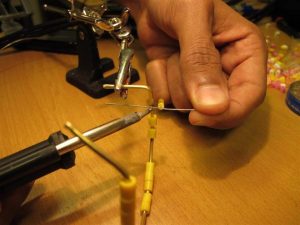
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Как подготовиться к работе?
Перед тем как приступать к пайке и лужению, следует позаботиться о ряде предварительных моментов. Впервые запускаемый в работу паяльный аппарат неизбежно дымит — и это вполне нормально. Как только дым перестанет идти, прибор отключают от сети и после остывания затачивают жало. Для работы с массивными конструкциями жало нужно сплющить на манер отвертки или создать с одного его края плоскость.
Для мелких манипуляций край рабочего элемента стачивают на манер небольшой пирамиды. Это позволит полнее контролировать прогрев. Чуть менее острый конус позволит работать с проводниками средней величины. Если паяльный аппарат лишен защитного покрытия, требуется его лужение, что исключает коррозионные процессы и стремительный износ. Еще советы по подготовке к пайке:
-
удалять с проводов изоляцию;
-
снимать лаки и краски (при необходимости — кислотами или флюсами);
-
добиться хорошего контакта соединяемых деталей;
-
потренироваться определять степень разогрева обрабатываемого места.
Пайка проводов
С пайкой проводов приходится сталкиваться чаще всего. Это может быть пайка проводов электросети вашего дома, пайка проводов в авто, пайка проводов наушников (рассмотрим подробнее позже) и т.д. В результате удается получить прочное, надежное соединение. Рассмотрим поэтапно процесс пайки проводов:
- Концы проводов, которые будете соединять, торцуем ровно кусачками и снимаем шар изоляции длиной 3-4 см.
- При необходимости очищаем провода в зоне пайки от загрязнений и обезжириваем их.
- Соединяем провода между собой при помощи скручивания. Существует несколько вариантов скручивания. Наиболее распространенным является простое последовательное скручивание. В распределительных коробках электросетей, как правило, используется параллельное.
Последовательная скрутка
Параллельная скрутка
Покрываем соединение проводов флюсом и начинаем наносить на него припой. В процессе пайки провод необходимо постепенно прокручивать для того, чтобы припой лег ровным шаром и заполнил все пустоты между проводами. Важный момент – необходимо правильно подобрать флюс зависимо от материала проводов. Если для пайки медных проводов подходит даже обычная канифоль, то для пайки алюминиевых нужно использовать только активный флюс.
После того как припой остынет, место соединения изолируем изолентой или термоусадочной трубкой.
Такую методику целесообразно использовать для пайки электрических проводов. Если есть задача припаять провод к какой-либо поверхности, например, к контактам на плате, то предварительно кончики проводов необходимо залудить.
Для этого с провода также снимаем изоляцию и обезжириваем. После этого покрываем его флюсом и наносим припой. Также нужно залудить поверхность, к которой провод будет припаян. После этого процесс пайки будет легким и быстрым, а само соединение будет качественным и прочным.
Как паять провода наушников?
Наверное, у каждого из нас в ящике лежит куча старых нерабочих наушников. Если вы уже решили научиться паять, то грех будет не попробовать воскресить хотя бы одни из них.
Обрыв провода – наиболее распространенная причина выхода из строя наушников. Казалось бы, достаточно просто определить место разрыва и перепаять провода. Но не все так просто. В процессе пайки проводов наушников приходится сталкиваться с проблемой лужения проводов. Провода наушников имеют лаковое покрытие, к которому припой ну просто никак не хочет приставать. Поэтому в первую очередь от него необходимо деликатно избавиться. Для этого существует несколько способов:
- Механический: при помощи скальпеля или канцелярского ножа аккуратно счищаем шар лаковой изоляции. При этом лезвие держим перпендикулярно проводу.
- При помощи огня: выжигаем слой лаковой изоляции зажигалкой (не рекомендуем).
- С использованием активных флюсов: наиболее оптимальный метод. Достаточно просто покрыть кончики проводов активным флюсом и залудить их паяльником. Лудить такие провода лучше на куске древесины. Движения паяльником должны быть такими, будто вы втираете припой в провод.
Залуженные таким образом провода легко паять как между собой, так и к коннектору наушников.









