Правильная пайка паяльником и феном с нуля для начинающих
Содержание:
- Пайка
- Припои и флюсы
- Соединение проводов
- Процесс пайки
- Техника безопасности
- Пайка проводов без использования паяльника
- Выбор паяльника
- Ликбез для начинающих
- Что понадобится для пайки проводов
- Выпаивание деталей из плат одним паяльником
- Подготовка
- Подбираем паяльник
- Подключение проводов скруткой и пайкой – что говорит ПУЭ?
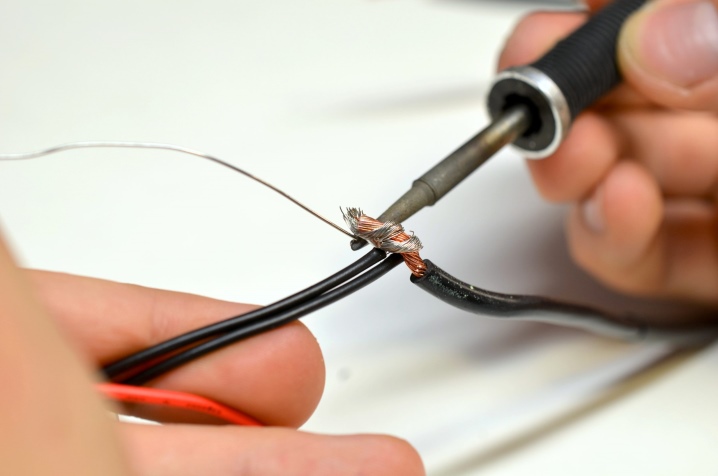
Пайка
Сначала о технологии пайки. Соединяемые проводники очищаются от изоляции, очищаются от оксидной пленки до чистого металла, скручиваются, потом лудятся. Для этого проводники разогреваются паяльником, прикладываются к канифоли. Она должна покрыть место соединения полностью. Залуженные провода скручивают сначала пальцами, затем дожимают, используя пассатижи. Вместо лужения можно использовать паяльный флюс. Им хорошо смачивают провода, но уже после скрутки.
Затем, собственно, начинается процесс пайки: разогревают паяльником или узкофакельной горелкой место соединения. Когда канифоль или флюс начинают кипеть, берут на жало паяльника некоторую часть припоя, вносят в зону пайки, прижимая жало к проводникам. Припой растекается, заполняя промежутки между проводами, обеспечивая хорошее соединение. При использовании горелки, припой просто вносят понемногу в факел.
Далее, после остывания места пайки, по технологии необходимо смыть остатки флюса (они ускоряют окисление), просушить соединение, покрыть его специальным защитным лаком, после чего изолировать при помощи изоленты и/или термоусадочных трубок.
Теперь о достоинствах и недостатках данного метода соединения проводов. В слаботочных системах пайка — один из самых надежных способов соединения проводов. Но, при разводке электропроводки в доме или квартире, ее критикуют нещадно. Все дело в том, что припой имеет невысокую температуру плавления. При периодическом прохождении через соединение больших токов (бывает, если неправильно подобраны или неисправны защитные автоматы) припой постепенно расплавляется, испаряется. Раз за разом контакт становится все хуже, греется соединение все больше. Если данный процесс не обнаружится, вполне может дело закончится пожаром.
Второй негативный момент — низкая механическая прочность пайки. Дело снова в олове — оно мягкое. Если проводов в паянном соединении много, да если еще они жесткие, при попытке упаковать их, часто проводники вываливаются из пайки — слишком велика сила упругости, которая вырывает их. Потому соединение проводников пайкой при разводке электричества и не рекомендуют использовать: неудобно, долго и рискованно.
Припои и флюсы
Теперь пришло время точно подобрать рабочий припой и флюс к нему, т.к. пайка, в отличие от полуды, должна не только крепко сцепляться с основным металлом, но и сама быть прочной. Сводка сведений о припоях и флюсах широкого применения из старого справочника дана на рис. Применительно к нынешнему времени к ней остается добавить не так уж много.

Характеристики припоев и флюсов широкого применения
Припои
Припои от ПОС-90 до Авиа-2 – мягкие для низкотемпературной пайки. Гарантированно обеспечивают только электрический контакт. ПОС-30 и ПОС-40 паяют медь, латунь, бронзу с неактивными флюсами, а их же со сталью и сталь со сталью – с активными. ПОССр-15 можно паять оцинковку с неактивными флюсами; другие припои при этом разъедают цинк до стали и пайка скоро отваливается.
34А, МФ-1 и ПСр-25 припои твердые, для высокотемпературной пайки. Припоем 34А можно паять алюминий в пламени (см. далее, о пайке алюминия) со специальными флюсами, см. там же. Припоем МФ1 припаивают медь к стали с активированным флюсом. «Невысокие требования к прочности» в данном случае значит, что прочность спая ближе к прочности меди, чем стали. ПСр-25 при пайке сухим паяльником (см. далее) пригоден для пайки ювелирных изделий, витражей тиффани и т.п.
Флюсы

Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.
Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
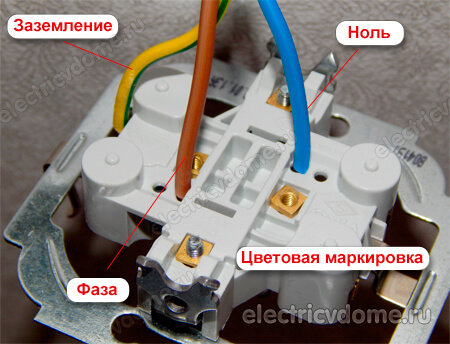
Соединение проводов
Для обеспечения полноценной электроводимости важным моментом является целостность проводки. Недопустимо ее повреждение или некачественное сцепление
Важно гарантировать плотное примыкание контактов и надежность соединения в зонах «электрических узлов». Различают определенные способы, устраняющие разрывы в кабеля
В их числе следует отметить сварку. Она применяется в отношении медных и алюминиевых проводов. При этом обеспечивается особенно надежное сцепление.
Соединения можно разделить на виды:
- скрутка;
- сварка;
- пайка;
- опресовка;
- клеммные колодки;
- самозажимные клеммники (клеммы WAGO);
- колпачки СИЗ;
- болтовой зажим.

Самое полноценное соединение для проводов изготовленных из меди – пайка. Ее легко осуществить при помощи флюса (канифоль, бура) и оловянного припоя. Так же применяют клеммники – специальное приспособление, которое выполняется при помощи винтовых зажимов. Их подбирают отдельно в соответствии с сечением жил. Нередко используются и самозажимные клеммники, для экономии времени на проведении электромонтажных работ. С целью изоляции скрученного или спаянного электрического соединения используют изоляционные колпачки СИЗ. Сегодня в энергетике широко применимы клеммы WAGO, которые выпускаются для проводных проводов и кабелей различных диаметров. К тому же клеммы WAGO позволяют соединить жилы из различных материалов (медь и алюминий).
Выбор какое соединение использовать зависит от различных факторов:
- материал (сталь, медь, алюминий);
- количество скручиваемых элементов;
- сечение;
- место проведения работы (дом, улица, в земле и т.д.).
Процесс пайки
Пайка проводов паяльником состоит из нескольких этапов:
- Подготовка материалов и инструментов. Сначала надо снять изоляцию и оксидную пленку. Сделать это можно с помощью канцелярского ножа и мелкозернистой наждачной бумаги. Нужно проверить состояние кончика паяльника. Если он выгоревший или зазубренный, то его нужно подточить небольшим напильником.
- Лужение. Для этого подносят к канифоли очищенный кабель и разогретый паяльник и плавят ее до тех пор, пока обработанный конец не окажется полностью погружен в ней. Теперь на жало капают немного припоя и размазывают его по обработанной в канифоли части кабеля. Делается это довольно легко и быстро, но для более точного и ровного нанесения кабель надо немного поворачивать. Лужение флюсом несколько отличается от обработки канифолью. Так как он — жидкость, то его не нужно плавить, а можно сразу нанести на поверхность, после чего прогреть паяльником с припоем. Следующие шаги совершенно не отличаются.
- Пайка. Уже полностью подготовленные провода плотно приставляют друг к другу. При необходимости можно просто скрутить их между собой. В таком положении прижимают к ним припой и начинают нагревать все это паяльником. Когда металл достаточно разогреется, припой расплавится и начнет покрывать контакты. После того как он полностью охватит поверхность и надежно закрепит металл, работа практически закончена.
- Последний шаг – повторная изоляция. Для этого можно намотать обычную изоленту, а можно использовать термоусадочную трубку, специально предназначенную для этого. Ее можно и не делать, если она не требуется.
Техника безопасности
В процессе пайки требуется соблюдать правила техники безопасности
В основном к ним относятся общие меры предосторожности при работе со следующим оборудованием и веществами:
- электрическими нагревателями;
- открытым пламенем;
- агрессивными жидкостями.
К последним относятся флюсы. При выполнении поставленной задачи запрещается использовать неисправную технику
Важно предварительно осмотреть, не нарушена ли у паяльника изоляция, а при необходимости заменить устройство
Также правилами техники безопасности запрещено применение горелок вблизи легковоспламеняющихся предметов. В помещении, где проводятся работы, необходимо организовать принудительную вентиляцию.


Пайка проводов без использования паяльника
Провода подвержены обрыву. Припаять провод без паяльника можно при учете нескольких рекомендаций:
- Для начала находится место обрыва и концы зачищаются.
- После этого провода скручиваются между собой для создания прочного соединения.
- Место, которое подвергается обработке, следует немного разогреть. Для этого можно использовать зажигалку или другой источник тепла.
- Припой также разогревается до пластичного состояния, после чего наносится на место соединения.
При работе с проводами крупного сечения следует размельчить припой и посыпать его на поверхность, после этого разогреть поверхность свечой или зажигалкой. В этом случае припой заполняет свободное пространство, за счет чего обеспечивается надежный контакт. При рассмотрении того, как припаять без паяльника следует учитывать тот момент, что подобным образом можно обработать только провода с диаметром 2 мм.
Пайка проводов без паяльника
Если нужно провести пайку плоского элемента, то детали предварительного лудятся. На момент пайки жила прижимается и посыпается стружкой выбранного сплава, после чего поверхность разогревается.
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Важно! Новый паяльник при первом подключении в розетку начинает дымить. Не следует переживать
Это абсолютно нормальное явление. Дым образуется из-за выгорания технической смазки, которая использовалась при производстве паяльника. Через 3-5 минут это пройдет.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.
 Индукционная паяльная станция
Индукционная паяльная станция
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Важно! Существуют и другие, экзотические виды паяльников. Например, инфракрасный
Нагрев осуществляется с помощью ИК теплового излучения.
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.
В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.

Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.
 Паяльник с регулятором мощности
Паяльник с регулятором мощности
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Что понадобится для пайки проводов
Чтобы паять медные провода, не нужен активный флюс. Все что потребуется, так это иметь под рукой сосновую канифоль и оловянно-свинцовый припой. Для пайки медных и алюминиевых проводов необходим флюс с содержанием кислоты, то есть активный.
Активных флюсов существует большое разнообразие на сегодняшний день. Для пайки алюминия используются флюсы способные растворить оксидную плёнку. В первую очередь, это флюс Ф-64, Ф-54А, Ф-59А и Ф-61А. Все они активные и содержат в своём составе кислоты. Поэтому после пайки проводов, остатки флюса нужно смыть, используя обычную воду или растворители.
Также, чтобы паять провода, нужен будет электрический паяльник. Если жилы не толстые, до 4 мм², то паяльник нужен мощностью не более 60 Вт. При пайке толстых проводов, и особенно алюминиевых, мощность паяльника должна быть от 100 Вт и выше. Пайка алюминиевых проводов должна осуществляться при сильном разогреве припоя, поэтому мощность паяльного оборудования здесь важная составляющая.
Ну и кроме всего прочего, чтобы паять провода потребуется припой. В большинстве случаев нужен обычный оловянно-свинцовый припой. Например, такой, как ПОС-61 с 61% содержанием свинца. Данный припой используется для пайки медных и алюминиевых проводов, он имеет температуру расплавления чуть выше 100 градусов.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Подготовка
Для проведения процедуры потребуется подготовить следующие инструменты и материалы.
- Паяльник. Его мощность не должна превышать 40 Вт.
- Нож. Необходим для зачистки материала и снятия верхнего слоя изоляции.
- Флюс. Используется для проведения основного процесса.
- Канифоль. Этот компонент должен быть в растворе из спирта или ацетона.
- Припой. Вещество, сделанное из свинца и олова.




А также будут необходимы обрезки проводов из алюминия или меди. Сечение проводов не должно превышать 4 кв. мм.
Перед тем как приступить к пайке, следует подготовить материал. Стоит отметить, что алюминий – легкоплавкий металл. Температура его плавления – 660 градусов по Цельсию
Поэтому при неосторожном нагреве алюминий легко разрушить
Еще одна сложность, которая может возникнуть при выполнении процесса, – это быстрое окисление материала на воздухе. Пленка окиси, покрывающая поверхность, защищает материал от воздействия внешних факторов. И она же становится препятствием для образования адгезии припоя с материалом. Именно поэтому ее необходимо удалять. Собственно, в этом и заключается процедура обработки проводов.

Удалить окись можно с помощью масла, которое перед проведением процесса необходимо будет прокалить до 200 градусов по Цельсию. Это требуется для того, чтобы удалить из состава активный кислород.
Удаление пленки окисла с помощью масла – сложный и неудобной процесс при пайке металла в домашних условиях. Использование канифоли или других флюсов тоже не поможет достичь нужного результата. Поэтому обычно прибегают к обработке концов проводников одновременным использованием флюса и механического способа.

Обработку металлов следует проводить после того, как провода будут скручены. В противном случае впоследствии не получится очистить всю поверхность провода механически. Только обработанные концы проводников можно будет спаять друг с другом.
Подбираем паяльник
Если вы не занимаетесь радиоделом профессионально (скорее всего это так, иначе вы не изучали бы этот материал), у вас в арсенале обычный паяльник в одном экземпляре. О паяльной станции речь и вовсе не идет, поскольку это достаточно дорогой (хотя и очень удобный комплект). Но для начинающего мастера это излишество.
Вернемся к паяльникам. Классика — это нихромовый нагреватель и медное жало. На самом деле, это лучшее сочетание, но для ручного управления. Никакого контроля за температурой, плавный медленный нагрев. При этом медное жало отлично держит градус, и зачастую компенсирует теплоотвод в месте пайки. Еще одно преимущество — мягкий материал позволяет формовать любую конфигурацию наконечника. Можно буквально расклепать и выпилить жало под конкретный вид пайки.
Единственный недостаток — медь быстро выгорает, и такой тип жала фактически является расходным материалом. Его постоянно приходится обтачивать напильником.
На иллюстрации изображена классическая форма «отвертки». Универсальный кончик для большинства любительских работ.
Если ваш «нагревательный прибор» оснащен регулятором температуры — необходимо учитывать инертность меди. Заданную цифру он набирает медленно, и также неторопливо остывает.
Керамическое жало с серебряным напылением — это современный аксессуар. Если стоит вопрос, как работать с деталями SMD формата, или как выпаять микросхему из двухсторонней платы — это ваш вариант. Однако им не так удобно паять мощные теплоемкие провода и контакты.
Такой паяльник моментально греется, и на нем можно точно контролировать градусы (при наличии регулятора).
Способ нагрева может быть любым. Такой же керамический нагреватель, как и жало, или нихромовый. Еще на медных паяльниках применяются индукционные нагреватели, но это скорее экзотика.
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.2.1). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка в ПУЭ допускается, но рекомендуется в ГОСТ Р 50571.15-97. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала
Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)