Лучшие трубогибы для профильных труб
Содержание:
- Особенности вальцовки на Новомосковском ЗМК
- Поэтапное описание работ
- Разновидности гибочных приборов для профильной трубы
- Какие нужны материалы и нюансы конструкций
- Разновидности трубогибных станков
- Разновидности станков-трубогибов для профильных труб
- Назначение и виды
- Станок для загиба — особенности конструкции
- Выбор оборудования
- Как согнуть профильную трубу без спец-инструмента?
- Станок усиления профильной трубы
- Какие трубогибы бывают
- Правила изготовления
- Особенности гибочных станков профильных труб
- Разновидности электротрубогибов
- Какие нужны материалы и нюансы конструкций
Особенности вальцовки на Новомосковском ЗМК
Новомосковский ЗМК располагает опытными кадрами, регулярно повышающими свой квалификационный уровень, и необходимым техническим оснащением, отвечающим строгим европейским стандартам.
Благодаря современным технологическим процессам и работе опытных мастеров каждый вид работ, связанных с гибкой труб из любых пластичных материалов, осуществляется оперативно и качественно. Любая технологическая операция выполняется в полном соответствии со всеми требованиями, предусмотренными для конкретного вида технологического процесса, с обязательным прохождением подготовительной стадии.
Поэтапное описание работ
Пошаговая инструкция по созданию ручного профилегибочного станка включает несколько этапов:
- подготовка площадки для установки;
- сборка станка;
- установка станка;
- проверка работы.
Для создания самодельного профилегиба можно использовать домкрат, рельсу, швеллер или просто уголок. Посредством подробного чертежа сделать самому такой агрегат довольно просто.
После того как пользователь решит, что именно будет использоваться в качестве площадки для установки оборудования, стоит приступать к сборке изделия. Для небольших профилегибов можно использовать в качестве площади для установки обычный верстак. Те станки, что создаются из рельсов, обладают большой массой, поэтому под ними должна быть только бетонированная плоскость.
Станину сваривают посредством специального аппарата и электродов. В используемом отрезке швеллера потребуется сделать небольшое отверстие по размеру ввариваемой гайки. В нее вкручивают заранее подготовленный винт. Только после выполнения этой работы приваривают ролики, вал, подложки.

Следующий этап работы – установка звездочек. Сначала делают отметки на концах валиков. Пазы и канавки можно нарезать дрелью. Звездочки можно взять с велосипеда. Для прочной фиксации их стоит приварить. Действия повторяют на второй стороне. Следующий этап работ – монтаж цепи. Она и звезды необходимы для установки рукоятки, посредством вращения которой профиль будет двигаться. В качестве ручки можно использовать педаль от того же велосипеда. Как и в любом другом случае, после сборки станка потребуется провести пробную гибку металлической заготовки.
Используемая труба может достигать толщины не более 2.2 мм. Если у пользователя есть токарный станок, и он умеет работать на нем, стоит сделать валы точного размера под используемые заготовки. Если для создания станка используются старые запчасти, то внешний вид несложно облагородить. Необходимо очистить металл от ржавчины, если необходимо, снять краску. После поверхность обрабатывается антикоррозийным составом. Так станок дольше проработает. В конце желательно покрыть металл краской.

Если профилегиб изготавливается электрическим, то технология не сильно отличается. Единственным нюансом является подключение электрического привода в сеть. Обязательно под электропривод подготавливается дополнительная металлическая площадка. К ней его потребуется надежно прикрепить. Чтобы станок заработал, цепь привода требуется пропустить через звезду установленного электромотора.

Разновидности гибочных приборов для профильной трубы
Совет: Прежде, чем срываться и начинать поиск деталей на механический агрегат, определитесь с выбором, какой вид установки подходит для вас. Ну а после выбора можно понять, как сделать самодельный агрегат и начинать собирать будущее железное детище.
Эти механические устройства различаются по нескольким критериям:
- По разнообразию установки, то есть по способу применения станины (на производстве, в определённом месте и т.д.).
- По вариации приводного использования (с использованием электричества или ручной силы и т.д.).
Рассмотрим первый критерий различия гибочных станков, которые встречаются в повседневной жизни. По способам установки станка разделяют три вида:
Первый вид относится к стационарному местоположению
Такие агрегаты имеют очень большую массу.
Без специального оборудования и техники такие аппараты не переместить собственными силами. Их применяют на больших производствах для серийного изготовления. Станок, указанный на фото, имеет заводское название УГС-6/1А. Однако такой много габаритный узел будет неуместным в вашем гараже или мастерской.
Второй вид
Переносной самодельный агрегат. Он может быть чуть небольших размеров.
Вес у такого приспособления не большой, достаточен для переноса с одного места на другое.
Такой станочек используется при малых производствах или имеет частное применение. Его можно использовать непосредственно в том месте, где вы собираетесь работать.
Третий вид
Это компактный, малогабаритный станочек, относящийся к виду носимых инструментов.
Такой инструмент можно с лёгкостью носить с собой, к примеру, если вас попросил сосед, либо знакомый.
Или вам нужно отвезти его на дачу, так можно смело положить его в багажник и не знать проблем. Деталей на создание этого произведения железного инструментария требуется совсем немного.
Гидравлическое воздействие
Упомянутый тип привода обладает пневмогидравлическим автомобильным домкратом. Именно за счёт него и подаётся главное воздействие на заготовку.
Воздействие ручной силы
В указанном случае под приводом подразумеваются руки человека, а усилие передаётся за счёт сокращения мышечной системы. Именно такой привод имеет большую популярность среди собственноручных станочков.
Электрический привод
В данном приводе используется электрический мотор, за счёт которого всё усилие распределяется на все необходимые детали механизма. Как правило, такие приводы применяются на производствах.
Отличие станков по способу изгиба труб и профилей
Ввиду того, что готовые изделия из металла имеют различные радиусы, диаметры и так далее, существуют и различные виды изгиба. В современном обществе различают всего четыре разновидности изгибания изделий:
Изгибание металла по заготовленному шаблону
В данном случае используются деревянные детали. Такой мини-станок обычно называют «лучковым» или «выгибным». Применяются для сгибания трубок из мягких металлов. Воздействие на сгиб производится строго ручной силой. Точного диаметра, в данном случае, добиться практически не возможно. Проще собрать аппарат по заводским размерам.
Посредством выдавливания
Является прессовкой без матрицы посредством одного пуансона. Пуансон — это деталь механизма, которая непосредственно воздействует на прессуемую деталь.
Следствием прокатки
Прокатка металла производится за счёт протягивания детали через два параллельных ряда валиков.
Совет: Если вы собираетесь сгибать трубу в домашних условиях, то заполните её простым, речным песком и обязательно осадите его молоточком. Это позволит придать трубе сохранность, а также улучшится распределение усилий на круглую трубу.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Разновидности трубогибных станков
В зависимости от привода, передающего усилие на профильный металл, различают три разновидности трубогибов:
- механические (давление создается вручную с помощью центрального винта или рычага);
- гидравлические (используется гидравлический домкрат);
- электрические (сгибающее усилие создает электродвигатель);
- электрогидравлические (гидроцилиндр приводится в действие электродвигателем).
 Точечный механический трубогиб
Точечный механический трубогиб
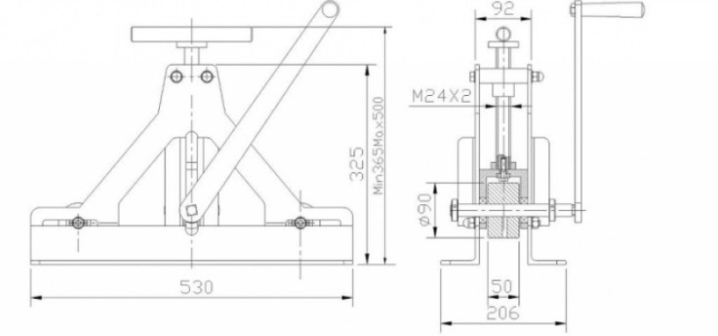
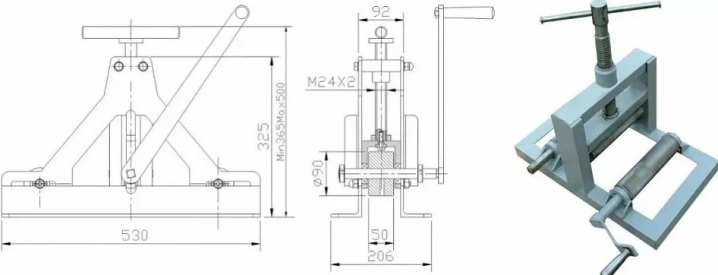
 Механический прокатный профилегиб (винт создает давление на профиль, протяжка выполняется с помощью центрального вала и рукоятки)
Механический прокатный профилегиб (винт создает давление на профиль, протяжка выполняется с помощью центрального вала и рукоятки)
Следует отметить, что прокатный трубогиб с ручной протяжкой профиля рассчитан на трубу небольшого сечения (максимум 40х40 мм). Крупный профиль протянуть вручную невозможно. Для его сгибания используют мощные станки с электрическим протяжным механизмом.
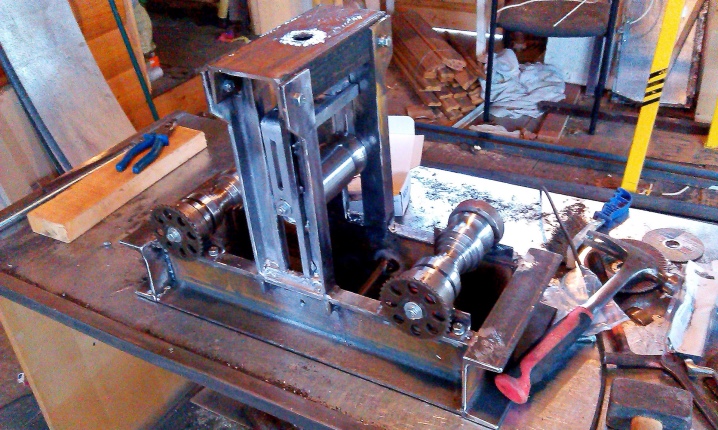
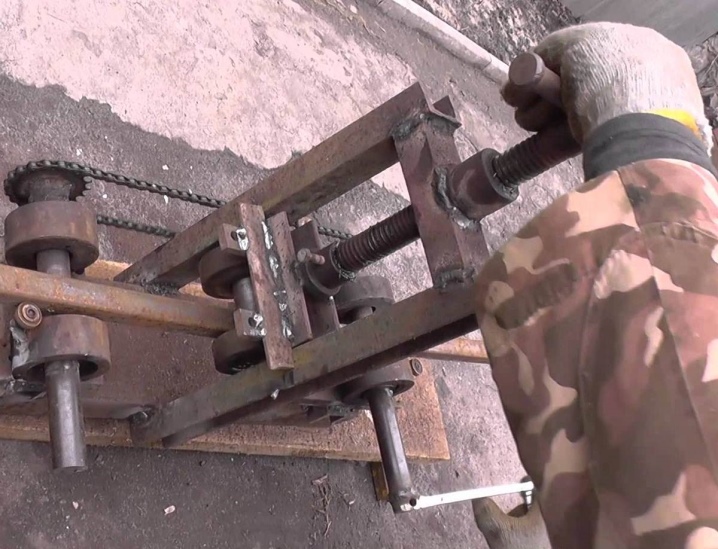
 Ручной прокатный гибочный станок (протяжку выполняют крайние вальцы, приводимые в движение рукояткой и цепью, а давление создает винт и центральный вал)
Ручной прокатный гибочный станок (протяжку выполняют крайние вальцы, приводимые в движение рукояткой и цепью, а давление создает винт и центральный вал)
Видео про устройство станка с электродвигателем:
https://youtube.com/watch?v=5AzZBrsIabs
Разновидности станков-трубогибов для профильных труб
Гибочные станки для профильных труб могут иметь различные механизмы и обустроенность, а также разнообразные вариации по степени сложности конструкции. Какой вариант выбрать – зависит от потребностей, бюджета и прочих нюансов в тех или иных ситуациях.
Например, один из простейших станков для гнутья профильных труб имеет в своём устройстве три валика на подшипниках большой прочности, не менее прочную раму и две рукоятки. Первая рукоятка приводит трубу в движение, в результате чего она протягивается по двум валикам устройства. Посредством второй рукояти осуществляется воздействие на трубу оставшимся валиком, в результате чего она деформируется и сгибается, приобретая аккуратную дугообразную форму.

Конечно, простейшие трубогибочные станки с ручным приводом хорошо подойдут лишь в тех случаях, когда уровень выполняемой работы тоже не отличается большой сложностью. Для более серьёзных работ уместно использование станков с электроприводами. Такой станок для гнутья профильных труб снабжается редуктором, имеющим большой коэффициент передачи. Это позволяет избежать необходимости в слишком большой мощности электромотора, которая в таких устройствах колеблется обычно в диапазоне 0,5-1,5 киловатт.
Наиболее продвинутые станки для загиба профильных труб имеют в своём составе два независимо работающих электромотора, осуществляющих протягивание и сгибание труб, а также несколько наборов валиков, дающих возможность сгибать даже самые прочные профильные трубы безо всяких следов на поверхности. Именно такие станки используются при наиболее сложных работах, например, при изготовлении металлоконструкций для крытых стадионов, больших архитектурных комплексов и т. д.
Назначение и виды
Трубогиб является незаменимым приспособлением, когда требуется деликатно и точно согнуть круглую или профильную металлическую трубу
Изгиб металлических профильных труб напрямую связан с их диаметром, толщиной стенок и материалом изготовления, поэтому производители металлопроката всегда указывают минимальный радиус деформации в специальных таблицах.
Таблица расчёта радиусов изгиба стальных труб в зависимости от диаметра и толщины стенки
Получить изгиб требуемой кривизны и не повредить деталь позволяют специальные приспособления — трубогибы. В зависимости от длины фрагмента, который надо согнуть, применяют приспособления двух типов:
- рычажные трубогибы;
- прокатные агрегаты.
Самыми распространёнными изделиями являются трубогибы рычажного типа. В таких приспособлениях усилие прикладывается в нужном месте, а сам изгиб повторяет форму сегмента (шаблона), который в части устройств может быть съёмным. Как правило, в комплектацию таких агрегатов входят несколько сегментов под трубы различного диаметра. Кроме сегментных устройств, промышленностью производятся дорновые и арбалетные трубогибы, форма изгиба в которых задаётся двумя направляющими роликами и нажимным шаблоном (дорном). Такая конструкция позволяет выполнять холодную обработку круглых стальных труб на коротких участках. К слову, компактные арбалетные трубогибы являются наиболее популярным инструментом у монтажников инженерных коммуникаций.
Просто, быстро и качественно — вот достоинства арбалетных трубогибов, которые привлекают профессиональных монтажников
В зависимости от конструкции рычажного гибочного устройства, оно может иметь привод любого типа:
- гидравлический;
- пневматический;
- электрический.
Часто принцип работы агрегата предусматривает подогрев трубы (внешний, или при помощи разогретого воздуха, пропускаемого внутри проката), чем добиваются повышения её пластичности, а, соответственно, и качества изогнутого участка.
При необходимости получить изгиб большого радиуса используют прокатные приспособления. В их конструкцию входят два направляющих и один нажимающий валы (ролики). Трубу протягивают между подвижными элементами, задавая степень изгиба усилием прижимного ролика. При необходимости получения большого радиуса кривизны заготовки процедуру повторяют.
Прокатные приспособления могут иметь электрическую передачу для направляющих валов, а также гидравлический, механический или пневматический привод нажимного ролика.
Станок для загиба — особенности конструкции
Станок обеспечивает не только идеальный загиб на заданный угол, но и гарантирует отсутствие дефектов в гранях трубы. Альтернативой этого способа загиба труб является только «горячая» деформация. Но о точности в этом случае можно забыть.
Станок гибочный для профильной трубы в классическом варианте конструкции, состоит из следующих деталей:
- Станины – жесткой рамы, к которой крепятся все детали станка. Она бывает напольной и настольной.
- Нескольких вальцов – главного рабочего органа станка, которые корректируют движение трубы через станок и осуществляют деформацию.
- Струбцины – источника деформирующего усилия, давящего на грань трубы
- Органов управления станком: рукоятей вращения подающего и прижимающего механизма.
Схема работы загибочного станка выглядит следующим образом. Трубу размещают между двумя подающими вальцами. Вращением струбцины к загибаемой грани трубы подводят деформирующий валок, который вдавливается в поверхность с нужным усилием. Включив подающий механизм станка, осуществляют перемещение трубы сквозь зону деформации.
В итоге, профиль, перемещающийся между подающими вальцами, входит в контакт с деформирующим валком и отклоняется от изначально прямолинейной формы. Причем от способа реализации подающего механизма зависит и производительность, и тип загибочных станков, которые разделяются на ручные и электрифицированные.
Простейший трубогиб для профильной трубы (ручной)
Ручной трубогиб работает от ручного усилия оператора. То есть, подающий механизм такого станка вращают вручную, как и прижимающую струбцину. Разумеется, подобный вариант реализации конструкции трубогиба не позволяет обработать большие партии труб. Но для небольших металлоконструкций – козырьков, навесов, небольших теплиц – такой трубогиб просто идеален. Да и стоимость ручного трубогиба будет существенно ниже варианта с электрическим приводом.
Кроме того, ручной трубогиб можно изготовить самостоятельно! Для этого нужно наварить на широкую двутавровую балку (будущая станина) П-образное основание для струбцины. В качестве струбцины можно использовать обычную шпильку с наваренным на один конец валком.
Для передачи деформирующего усилия можно использовать вваренную в верхнюю часть П-образного основания струбцины гайку, в которую заранее вкручивают шпильку. Далее, по обеим сторонам от П-образного корпуса струбцины, на двутавровую балку наваривают стаканы для подшипников, в которые поместят оси вальцов-барабанов.
На ось первого, подающего валка с одного края наваривают рукоять, а с другого – ведущую звездочку зубчатой передачи. На оси второго подающего валка закрепляют ведомую звездочку зубчатой передачи.
И после натяжения цепи ручной трубогиб будет готов к работе.
Ручные трубогибы используют в бытовых целях. Они помогут в создании заготовок для небольшой металлоконструкции любого типа.
Электрифицированные механизмы
Трубогиб с электрическим приводом предполагает полную механизацию процесса подачи трубы в зону деформации. И этот вариант куда лучше ручного станка. Поскольку мотор может обеспечить довольно большое тяговое усилие, перемещающее трубу, что позволяет загибать трубы больших габаритов.
С конструкционной сточки зрения, электрифицированный станок отличается от ручного только наличием дополнительного механизма, транслирующего момент вращения с вала электродвигателя на оси подающих вальцов.
Кроме того, электрический привод может быть установлен и на деформирующий механизм – струбцину. В итоге, используя контролируемое усилие в механизмах подачи и деформации, можно добиться загиба трубы по более сложному профилю. Трубогибы с приводом на электромоторах можно использовать в мелкосерийном и серийном производстве заготовок для металлоконструкций.
Гидравлический трубогиб
Кроме механического и электрифицированного трубогиба современные станкостроители выпускают еще и загибочные станки с гидравлическим приводом. От вышеописанных вариантов этот тип станков отличается наличием гидравлического привода, передающего свое усилие на деформирующие вальцы. Проще говоря, в данном устройстве резьбовую струбцину заменяют гидравлическим прессом, расположенным в нижней части станины.
https://youtube.com/watch?v=b4NSJo-FZNY
На практике такая конструкция дает возможность изогнуть трубу практически под любым углом. Ведь гидравлический пресс создает намного большее усилие в зоне изгиба, чем резьбовая струбцина. И такой вариант, без сомнения, пригодится в серьезном, промышленном производстве металлоконструкций любой формы.
Выбор оборудования
Сейчас на рынке представлено достаточное количество трубогибов различных фирм-производителей, предназначений и ценовой категории, что позволяет каждому мастеру подобрать себе необходимый инструмент, руководствуясь предполагаемой областью использования и наличием денежных средств.

В зависимости от планируемого предназначения устройства, следует приобретать:
- ручные трубогибы для металла и металлопластика — они подходят для сгибания труб из разных марок стали, чугуна и, разумеется, композитных изделий;
- профилегибы — как следует из названия, используются для придания необходимых форм профильным трубам, которые обычно изготавливают из стали;
- ручные трубогибы для труб из меди — обладают наименьшей мощностью сгибания, поскольку медь наиболее пластична.
Как согнуть профильную трубу без спец-инструмента?
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Посмотрите – может вам вообще не придется сооружать трубогиб. Правда следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более если требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.
Согнуть профильную трубу качественно и красиво проще всего с помощью специальных приспособлений – трубогибов. Но в отдельных случаях гнуть профильные трубы вполне можно самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
- Засыпать внутреннюю область профильной трубы мелким речным песком.
- Плотно закрыть торцевые части.
- Согнуть профиль руками по шаблону в нужных местах.
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.
Чтобы согнуть трубу без деформаций и под заданный радиус, достаточно заполнить её внутреннюю область обычным речным песком. Такой способ применим для работы с тонкостенными трубами
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.
Профильную толстостенную трубу несложно согнуть методом «подрезов». В качестве инструмента можно взять ножовку по металлу или дисковую пилу. На согнутой трубе стыки срезов заваривают сваркой
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 90).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.
Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.
Профильная труба
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Какие трубогибы бывают
Сгибатели для профильных и круглых труб принято делить на несколько разновидностей по принципу действия:
- Ручные, или механические. В таких конструкциях пользователь сам устанавливает нужный угол изгиба, а потом прокатывает трубу через валики для придания формы. К преимуществам трубогибов относят дешевизну и компактность.
- Гидравлические. Сравнение трубогибов показывает, что такие модели более совершенны, поскольку работают быстрее, способны изгибать стальные заготовки со стенками до 4 мм, и при этом пользоваться ими довольно легко. Принцип действия гидравлического привода такой же, как у автомобильного домкрата.
- Электрические. Модели оснащены редуктором или гидравликой, но в действие в любом случае приходят при запуске электропривода. От пользователя не требуется прикладывать каких-либо усилий для сгиба профильной трубы.
Для частных нужд выбирают чаще всего ручные и гидравлические трубогибы. Они обладают оптимальным соотношением цены и возможностей.
Правила изготовления
Если иметь под рукой необходимый инструментарий и заготовки, подобный станок просто сделать своими руками в домашних условиях. Самые простые конструкции изготавливаются без токарных работ. Для изготовления достаточно иметь алюминиевый двутавр. Также станок легко сделать из задвижки, рельсы и даже из швеллера. Арочный профилегиб может пригодиться даже в быту. На создание такого станка уйдет не более нескольких часов. После оборудование можно будет использовать каждый раз, когда появится необходимость починить конструкцию, где используется гнутый профиль. Самый простой пример – мягкая мебель.

Перед тем как приступать к изготовлению профилегиба, нужно понять, какая конструкция выглядит более привлекательной для пользователя. Обязательно выполняют небольшой чертеж. Готовый можно скачать в интернете. Чем проще выбранная конструкция, тем меньшим функционалом будет обладать станок. Если не планируется налаживать производство по изготовлению гнутого профиля, то такого приспособления будет вполне достаточно. Простота и отсутствие больших финансовых затрат при создании профилегиба позволят быстро приступить к работе.
Чтобы изготовить станок для работы с заготовками диаметром до 2 сантиметров, нет необходимости даже изучать видео с подробной инструкцией. С простым чертежом можно разобраться и самостоятельно. В конструкции такого профилегиба должно быть бетонное основание, несколько зафиксированных штырей. Именно между ними и будет происходить гибка металла.
При отсутствии такого участка его придется сначала создать. Во дворе нужно выбрать место, утрамбовать грунт на нем, а затем насыпать щебня. Перед тем как заливать бетон, щебень выравнивают. Цемент можно заказать, но в небольшом количестве его легче сделать самостоятельно. Делают раствор, используя такие материалы, как песок и цемент в пропорции 4 к 1.

На этапе подготовки в земле закрепляют несколько швеллеров. Вместо них подойдут трубы, диаметр которых должен быть 7 см. Они должны стоять по отношению к поверхности земли под углом в 90 градусов. Между швеллерами сохраняют расстояние 5 сантиметров. Бетонный раствор высыхает в течение нескольких дней.

Изделия из нержавеющей стали также можно сгибать при помощи такого нехитрого станка.Если предполагается делать изделия из заготовок с большим диаметром, чем 2 см, то такое оборудование не поможет. Конструкцию станка придется усовершенствовать
Бетонное основание также будет важной составляющей, но в качестве дополнения потребуется установить два прута. Они обязательно должны быть изготовлены из металла, при этом подбираются элементы с круглым сечением
Пруты играют роль осей, куда помещают ролики. Размер желоба обязан соответствовать тому диаметру, которым обладает сгибаемая труба. Чтобы использовать станок, потребуется установить заготовку между роликами, а один ее конец прочно закрепить. Второй привязывают к лебедке. Именно она должна дать требуемое усилие для сгиба трубы. Лебедка может быть как электрической, так и ручной.
Особенности гибочных станков профильных труб
Сразу после того, как появился гибочный станков для профильной трубы процесс холодной гибки стал набирать популярность в различных отраслях промышленности, где было налажено крупносерийное производство. Многие стали изготовлять станки своими руками. Подобный рост популярности можно связать со следующими особенностями гибочных станков:
Можно получить деталь практически любой формы.
В зависимости от толщины металла и его вида работа по приданию формы может занять от нескольких минут до нескольких часов
Важно отметить, что требования увеличения времени могут быть заложены в чертежи со спецификацией: получение определенной прочности в месте деформации, показатель хрупкости сплава и т. д.
При правильном составлении технологического процесса свойства металла не изменяются.
Есть возможность провести автоматизацию работы и использования подобных станков при конвейерной обработке.
Конструкция многих гибочных станков довольно проста, а значит, надежна
Также нужно отметить широкое распространение самодельных станков. Своими руками можно создать конструкцию, которая может применяться в мелкосерийном производстве, когда проводится изгиб небольших по диаметру труб.
https://youtube.com/watch?v=6yEjQo_v1zA
Сама обработка довольно проста, но ее применение стало возможно только после получения сплавов с хорошим показателем пластичности. Если сплав хрупкий, его нельзя использовать при холодной гибке.
Разновидности электротрубогибов
Механизм работы у электротрубогибов может отличаться. Рассмотрим некоторые разновидности таких изделий.
Наматывающие станки. В данном случае на приборе установлен специальный вал, который прокатывают по закрепленной в станке трубе, создавая тем самым сгиб нужной конфигурации.
Обкатывающие трубогибы. Такие приборы имеют парные валики. Механизм воздействия у такого оборудования называется бездорновым. Особенность таких трубогибов заключается в ограниченном угле изгиба изделий, который совпадает с диаметром зафиксированного вала. Обычно в комплекте с оборудованием данного типа прилагается набор различных валиков, призванных увеличить возможности прибора.
Изделия с вальцовочным механизмом. В подобных трубогибах установлены три ритмично работающих вальца. Оборудование такого типа часто применяют при изготовлении декоративных украшений из профильных труб.
С выдавливающим принципом действия. Это наиболее распространенный тип изделий, по форме напоминающий арбалет. При этом труба фиксируется с двух сторон, а изгиб производится способом выдавливания. Конфигурация сгиба зависит от типа насадки. Однако работа на таком оборудовании занимает достаточно много времени.
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.

Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.

Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Статья по теме: Вы удивитесь, когда узнаете про фасон штор: все секреты









