Сварка. принцип действия, классификация электродуговой сварки
Содержание:
- Что значит маркировка
- Выбор электрода
- Основные характеристики
- Виды аппаратов и виды включений
- Самостоятельная электродуговая сварка
- Общая информация
- Особенности существующих сварных материалов
- Разновидности оборудования
- Азы электродуговой сварки
- Азы электросварки
- Приварим намертво, недорого, звоните
- Как правильно научиться варить электродуговой сваркой?
- Виды дуговой сварки
- Основной физический принцип
- Технология сварочных работ
- Как варить швы в разных положениях
Что значит маркировка
Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Первой после названия и марки электрода идет буква, определяющая его назначение. У — для низколегированных и среднеуглеродистых сталей, Т — для теплоустойчивых легированных. Буква Н — для наплавок, А — для пластичных металлов.
Далее следует буква, обозначающая толщину покрытия. М — тонкое покрытие, С — среднее, Д — толстое, Г — особо толстое.
Толщина покрытия определяется в процентах по отношению к самому стержню.
Следующая буква кода означает тип электрода. Если это буква Е, то электрод плавящийся.
Далее следуют цифры, которые характеризуют предел прочности на растяжение, относительное удлинение и температуру сохранения ударной вязкости. Они имеют значение только для профессиональных сварщиков, работающих на особо ответственном производстве.
За ними идут одна или две буквы, означающие материал обмазки электрода. А означает кислотное соединение, Б — щелочное, Ц — целлюлозное, Р — рутиловое, П — прочие виды. Возможны смешанные типы обмазки, такие, как РЦ.
Последние две цифры кода означают одни из самых важных параметров — положение в пространстве, в котором можно производить ручную дуговую сварку, и характеристики тока для сварки.
Например, код «13» следует читать как 1 и 3. 1 — варить можно в любом пространственном положении, 3 — необходимо использовать ток обратной полярности либо переменный напряжением 50 В.
Выбор электрода
Этот инструмент, предназначенный для сварки, представляет собой стержень из металла, имеющий особое покрытие, которое называется обмазкой. При сварке сердечник начинает плавиться. Обмазка, сгорая, выделяет газ, который будет служить защитой для шва от неблагоприятного воздействия кислорода в воздухе, способствующего созданию окислов.
При выборе электрода следует обратить внимание на материал сердечника, который должен быть похожим на составные части свариваемых изделий. Существуют электроды, предназначенные для сваривания следующих материалов:
- углеродистая сталь;
- легированная сталь;
- высоколегированная сталь;
- нержавейка;
- жаростойкая сталь;
- алюминий;
- чугун.
Этим не исчерпывается полный список материалов. В быту наиболее частое применение находит не толстая конструкционная сталь.
Существуют следующие типы покрытия электродов:
- Основной.
- Рутиловый.
- Кислый.
- Целлюлозный.
Каждый из них решает свою задачу. Основная и целлюлозная обмазки применяются для сварки постоянным током. Могут использоваться при работах на ответственных конструкциях. Достоинствами рутилового покрытия являются легкость поджига и небольшое разбрызгивание раскаленного металла.
При использовании электродов, имеющих кислое покрытие, происходит легкое отделение шлака. Но в замкнутом пространстве такой вид использовать не рекомендуется, поскольку это может нанести вред здоровью сварщика. Наиболее широко применяемыми являются электроды, имеющие основное и рутиловое покрытия. Они подходят для начинающих сварщиков.
При выборе диаметра учитывают толщину свариваемых деталей. Тонкие металлы предпочтительнее сваривать полуавтоматами или инверторами. Также имеются советы по настройке тока. Они соответствуют рекомендациям, как правильно варить электродной сваркой. Существует зависимость его от диаметра выбранного электрода.
Сварочный ток подбирают соответственно расчету: 20-30 А на каждый миллиметр диаметра электрода. В пределах этого разброса учитываются также пространственное положение шва, толщина свариваемых металлов, количество слоев.
Достаточную информацию о различных электродах при выборе среди них подходящих к конкретному виду сварки можно получить на маркировке этих инструментов. Разобраться в ней не составит большого труда.
Основные характеристики
Дуговая сварка – это процесс сварки плавлением, в котором тепло, необходимое для плавления металла, получается из электрической дуги, создаваемой между основным металлом и электродом. Нормы расхода при сварочных работах указаны в таблицах. Электрическая дуга образуется, когда два проводника соприкасаются друг с другом, а затем разделяются небольшим зазором от 2 до 4 мм, так что ток продолжает течь по воздуху. Температура, произведенная электрической дугой, составляет от 4000 до 6000 C.
В работе используется металлический электрод, который поставляет присадочный металл. Он может быть дополнительно покрыт или оголен. Для дуговой сварки используются как постоянный ток, так и переменный. Переменный получают из понижающего трансформатора, который берет его от основного источника питания от 220 до 440 вольт и понижается до требуемого напряжения, т. е. от 80 до 100 вольт.


Постоянный ток для дуги обычно получают от генератора, приводимого в действие либо электрическим, либо дизельным двигателем. Напряжение открытой цепи, необходимое для поддержания дуги, от 60 до 80 Вольт, закрытой 15 до 25 Вольт. Как постоянный, так и переменный ток используются для получения дуги. Оба имеют свои преимущества и область применения. Сварочный аппарат получает силу от мотора или генератора, а иногда от полупроводникового выпрямителя.
Когда постоянный ток используется для сварки, доступны следующие два типа полярности:
- прямая или положительная;
- обратная или отрицательная.
При прямой полярности около 67% тепла распределяется на металл и 33% на электрод. Ее часто используют там, где нужен больший жар. Это может быть железо или сталь. При обратной полярности около 67% тепла выделяется на электрод и только 33% на работу с материалом. Ее используют при работе с тонкими металлическими листами из алюминия, латуни, бронзы и никеля. У рассматриваемого метода сварки, как и у любой технологии, есть свои преимущества и недостатки.

Из достоинств можно выделить:
- небольшая зона прогрева, соответственно, и деформация минимальна;
- качество соединения находится на высоком уровне;
- высокая скорость создания сварного шва;
- небольшие трудозатраты на последующую обработку шва;
- используется с большим количеством металлов.
Из недостатков:
- сложно работать во время ветра;
- необходимо тщательно подготовить поверхность перед свариванием;
- за зоной тепловой обработки остается след, который потом необходимо дополнительно зачистить.

Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
 Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Самостоятельная электродуговая сварка
Электродуговая ручная сварка для начинающих дело нелегкое, но вполне осуществимое, но требует большой усидчивости. Самое главное тренироваться как можно больше. Весь процесс обучения рекомендуется проводить только под присмотром профессионала сварщика, который может не только исправить ошибки, но и помочь советом. Для того чтобы понять как правильно варить метал, следует воспользоваться ненужным куском метала. Заранее рядом с собой нужно поставить ведро воды. Строго запрещено осуществлять работу на деревянном верстаке
Необходимо строго соблюдать осторожность, потому, что даже малюсенькие остатки использованного электрода способны вызвать пожар
Следует надежно прикрепить зажим заземления у детали. Кабель обязательно нужно изолировать и заправить в держатель. После этого можно выставлять на сварочном аппарате значение мощности. Соответствовать оно должно строго диаметру электрода. Далее можно попробовать зажечь дугу. Для этого необходимо установить электрод под углом шестьдесят градусов по отношению к самой заготовке
Очень медленно и осторожно провести по поверхности электродом. После того как появились искры следует прикоснуться электродом к заготовкам и приподнять его так, чтобы зазор не был более пяти миллиметров
Если сделано все правильно, то дуга обязательно зажжется. На протяжении всего времени работы следует придерживать именно такой зазор. Не стоит забывать о том, что электрод будет выгорать. Перемещать его нужно очень медленно. Если произошло залипание электрода, то аккуратно нужно качнуть им в сторону. Если дуга длиною в три миллиметра не зажигается, то рекомендуется на сварочном аппарате увеличить силу тока. Главное стараться получить дугу устойчивую длиной в пять миллиметров между концом электрода и деталью.
Если у вас ничего не выходит с зажиганием и поддержанием дуги, то рекомендуется попробовать наплавить валик. Для этого необходимого зажечь дугу и медленно и очень аккуратно перемещать электрод строго по горизонтали, осуществляя при этом колебательные движения. Расплавленный металл, следует подгребать к центру дуги. В результате обязательно должен получиться, ровный красивый шов, который имеет небольшие волны из наплавленного металла.
Общая информация
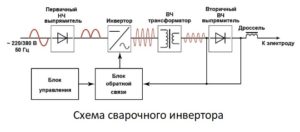
Что такое электродуговая сварка? На картинке ниже вы можете видеть наглядную схему. По сути, ключевой элемент — электрическая дуга. Она образуется следующим образом: необходим источник, способный выдавать большое значение тока при относительно небольшом напряжении. Это напряжение подается на свариваемый металл и на электрод одновременно. В результате между электродом и металлом образовывается электрическая дуга.

В данном случае энергия электрического тока преобразовывается в тепловую энергию, за счет чего металл плавится, и сварщик может сформировать шов. Благодаря этой особенности температура нагрева может достигать нескольких тысяч градусов по Цельсию. Этой температуры достаточно для работы практически со всеми известными металлами. Отсюда такая универсальность электродуговой сварки.
Технология электродуговой сварки заключается в том, что помимо металла под действием высокой температуры также плавится электрод. В ходе этого процесса образуется сварочная ванна или сварочная зона. Здесь протекают все основные сварочные процессы: металл взаимодействует с электродом, образуется шлак и так далее.
Как мы упоминали выше, электродуговая сварка металлов выполняется с помощью электродов (их также называются стержнями). Электроды могут быть плавящимися и неплавящимися. Плавящийся электрод, как вы можете догадаться, плавится под воздействием температуры. А неплавящийся нет. По этой причине с неплавящимися стержнями нужно дополнительно использовать присадочную проволоку.

Присадочная проволока продается в бобинах, которые заправляются в специальный механизм подачи. Также проволоку можно подать в сварочную зону вручную. Она необходима для полноценного формирования сварочного шва.
У электродуговой сварки есть один существенный недостаток — дуга горит нестабильно и требует большого внимания при работе с ней. Чтобы упростить работу были придуманы плавящиеся электроды с особым составом, который может включать в себя натрий, калий и прочие элементы. Благодаря им дуга проще зажигается, горит стабильнее. Но этого недостаточно, чтобы справиться с еще одним недостатком дуговой сварки.
Мы говорим про окисление шва. Дело в том, что шов, взаимодействуя с кислородом, активно окисляется и теряет свои положительные свойства. Он становится хрупким и пористым, возрастает вероятность образования трещин. Чтобы справиться с этой проблемой можно использовать специальные защитные газы. К ним относится аргон, углекислый газ, гелий и различные смеси из этих газов.
Электродуговая сварка с применением защитных газов требует использования особых сварочных аппаратов, которые оснащены системой подачи газа. У вас не получится сварить металл с газом, если вы решили выполнить работу с помощью бюджетного компактного инвертора. Так что заранее определитесь, какой сварочный аппарат вам нужен.
В работе можно использовать и переменный, и постоянный ток. Мы рекомендуем использовать постоянный ток, поскольку наша практика показала, что металл меньше разбрызгивается, шов получается ровнее и качественнее. На переменном токе в основном работают только профессионалы своего дела, которые четко осознают, зачем им нужны именно такие настройки сварочного аппарата.
Особенности существующих сварных материалов
Чугунные изделия
Сварка чугунных деталей — трудоемкий процесс из-за химического состава чугуна и его особенностей. Какой-то определенной технологии работы с чугуном нет, так как различная структура этого материала требует к себе разных подходов. Однако все существующие способы работы с этим металлом делят на два вида: горячую сварку, когда объект нагревают, а потом дают остыть, и холодную – изделие предварительно не разогревают, но варят специально предназначенными для чугуна электродами.
Цветные металлы и их сплавы
Изделия из этих элементов, особенно алюминия, массово применяются для запчастей в автотранспорте. Однако медные, латунные и бронзовые поверхности свариваются трудно, так как эти металлы обладают в расплавленном состоянии большой текучестью, они быстро поглощают кислород и окисляются. В зоне сварки такие металлы изменяют свою структуру.
Специалисты советуют работать с цветметаллом электродами марки МН-5 и ОЗБ-1, а также угольным электродом при постоянной силе тока.
Также многие сварщики при работе с латунью и медью используют прутья, содержащие цинк. Его испарения помогают быстрее остывать поверхности свариваемого материала и улучшают качество шва. Но в процессе работы цинк выделяет ядовитые газы, поэтому при работе с ним необходимо надевать маску или респиратор.
Алюминий
Этот металл нагревается при низких температурах. Так, чистый алюминий начинает плавиться при температуре 660С, а его сплавы – при 2000С. Потому для работы с ним вместо стандартных электродов используют проволоку, которая похожа по своему составу с алюминием. Например, электроды для алюминия ОЗА-1 и ОЗА-2 часто используют на предприятиях и в тяжелой промышленности для сварки автомобильных деталей.
Разновидности оборудования
Оборудование для ручной дуговой сварки, как правило, представляет собой сварочный аппарат трансформаторного или инверторного типа, снабженный шнуром подключения к источнику питания и двумя контактными шнурами с держателями для электрода и для массы.
Разница между аппаратами в том, что трансформатор варит только переменным током, а инвертор или полуавтомат имеет функцию выпрямления тока для лучшего качества дуговой сварки и возможности работать в прямой или обратной полярности.
При прямой полярности проводящий стержень подключают к минусу, а деталь — к плюсу. Обратная, соответственно, наоборот. Разные виды металлов и сплавов требуют сварки либо в прямом, либо в обратном режиме.
Азы электродуговой сварки
В первую очередь, необходимо приобрести электроды и сварочный аппарат, электродами рекомендуется запастись в довольно приличном количестве, потому что в процессе обучения, их придется испортить немало, прежде чем вы добьетесь первого нормального результата. Электроды для самостоятельной сварки необходимо выбирать диаметром в три миллиметра. Они самые подходящие для обучения в домашних условиях, потому что более тонкие необходимо для очень тонкого металла, варить его могут только высококвалифицированные сварщики, а электроды более толстые очень сильно нагружать электросеть.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
Приварим намертво, недорого, звоните
Прихватка конструкций перед сваркой.
Основные способы сварки – частое, но неверное определение классификации в данном контексте. Правильнее будет «самые популярные».
Перед вами тройка заслуженных призеров:
- Ручная дуговая – золото.
- Газовая – серебро.
- Полуавтоматическая – бронза.
Каждый призер относится к разным сварочным семействам, по идее их лучше описывать на своих законных местах вместе с близкими «родственниками». Но мы поступим неправильно – представим сварочных чемпионов в начале обзора.
Ручная дуговая сварка РД
Народная любимица №1, самый распространенный вид в быту и в промышленности. Три главных слова в РД – простота, дешевизна, транспортабельность. Физика процесса заключается в плавке специального покрытого электрода, который оставляет за собой след в виде варочного шва. Электроды применяются разные, в зависимости от металла. Дуга – это расстояние между электродом и поверхностью металла, который играет роль второго электрода.
Сварка РД имеет серьезные преимущества перед другими видами:
- способу РД легко научиться;
- варить можно в любых положениях в пространстве;
- варить можно самые разные металлы, в продаже есть электроды на любой вкус;
- доступное транспортабельное оборудование
Газовая сварка
Народная чемпионка №2, заслуженная серебряная медаль. Вот когда сварщики возят с собой газовые баллоны: им нужна смесь кислорода с каким-нибудь горючим газом – ацетиленом, пропаном или бутаном. Физика процесса – тоже плавление, но тепло подается не электродом, а газовой горелкой. Металл поверхностей плавится факелом горелки, процесс происходит плавно и довольно медленно. Чем толще слой металла, тем медленнее он плавится.
В чем газовая сварка лучше других способов:
- отлично варятся цветные металлы;
- оборудование проще, чем электрических методов;
- возможность контролировать смесь и пламя;
- не нужен мощный источник энергии, метод автономен.
Без минусов не обойтись, «газовые» недостатки следующие:
- очень медленный нагрев поверхностей;
- низкая концентрация тепла из-за рассеивания;
- высокая стоимость электричества.
По стоимости электричества дуговые способы могут поспорить с газовыми: при РД электричество тоже тратится нещадно. Но в итоге газовый метод из-за своей «тихоходности» обходится значительно дороже.
Полуавтоматическая сварка
Классификация сварочной дуги.
Бронзовый чемпион, замыкает популярную тройку, но по своим перспективам легко обойдет первых призеров. По сути это вид знакомого нам дугового вида, прогрессивная эволюция РД. Отличается большим количеством технологических нюансов, вариантов, инструкций. Нам достаточно знать то, что «автоматическая часть» метода – это подача сварочной проволоки.
Ручная часть – сам процесс сварки с контролем подачи проволоки. Варить можно с газом (углекислым газом для новичков, аргоном для профессионалов), можно без газа, с подачей прямого тока. Вариант без газа любят в гаражах и на дачных участках, в этом случае нужна специальная порошковая или флюсовая проволока. Когда она горит, образуется газ с парами, которые защищают область горения.
Полуавтомат – безальтернативный метод на СТО: кузовные работы проводятся только с его помощью. В полуавтомате используются газ и специальная проволока вместо привычного электрода. Газ из горелки с проволокой подаются в сварочный рукав. В итоге процесс защищен от воздействия внешней среды. Режимы процесса определяет сварщик в зависимости от толщины металла.
У полуавтоматического метода серьезные преимущества перед другими видами:
- отличное качество шва;
- высокая скорость работы;
- удобство в работе;
- варятся как цветные и черные металлы;
- можно варить заржавевшие или оцинкованные металлы;
- широкий выбор материалов, скромные финансовые затраты.
Как правильно научиться варить электродуговой сваркой?
Профессии сварщика обучают в профессионально-технических училищах, колледжах, курсах. Обучение, как правило, проводиться целых три года после девятого класса, и два года после одиннадцатого класса. Если же вы не планируете работать сварщиком, но мечтаете узнать, как научиться правильно работать электродуговой сваркой, для того чтобы самостоятельно при необходимости, суметь что-нибудь заварить, можете воспользоваться полезными советами данной статьи, или почитать различную литературу посвященную электросварке. Конечно, не стоит ожидать что вы сразу станете сварщиком экстра класса. Самое главное – это понять, как грамотно пользоваться электрической сваркой, научиться основным приемам работы и изучить основы электродуговой сварки.
Виды дуговой сварки
РД сварка металлоконструкций может проводиться разными способами, которые могут отличаться технологией, видами используемого оборудования и расходных материалов.
Выделяют несколько классификаций, которые пользуются высоким спросом:
- в зависимости от вида механизации — механизированный или автоматизированный способ;
- в соответствии с видом и полярностью тока;
- тип электрической дуги;
- разновидность используемой защиты сварочной области;
- в зависимости от используемых электродов.
Но стоит учитывать, что каждый вид имеет подвиды сварочного процесса. Каждый из них имеет определенную технику проведения. Все же стоит рассмотреть каждую классификацию сварки с использованием дуги.
В соответствии с автоматизацией сварных работ выделяют:
- Ручного типа.
- Полуавтоматическая — подача проволоки для сварочного процесса осуществляется автоматически, а движение электрода производится вручную.
- Автоматического вида — передвижение проволоки и электрода производится автоматически.
В зависимости от вида и полярности тока сварка бывает:
- С использованием постоянного тока. Осуществляет соединение поверхностей при помощи тонкого шва.
- С применением высокочастотного тока. Плавление электрода осуществляется струйно, устраняются прорези, привариваются прихваты.
- Импульсная.
- С применением переменного тока. Обычно эта технология применяется для разрезания металлических листов.
В зависимости от типа защитного средства от влияния кислорода:
- шлаковая;
- флюсовая;
- инертно-газовая.
Стоит отметить! Все способы защиты могут зависеть от условий и целей рабочего процесса. Главное назначение состоит в предотвращении попадания в сварочную область кислорода, который негативно влияет на прочность шва.
В зависимости от видов используемых электродов:
- Плавящийся стержень с обсыпкой. Используется для формирования сварочной зоны и соединения кромок.
- Неплавящийся стержень из вольфрама. Применяется для формирования напылений, восстановления поврежденных или разрушенных заготовок, наваривания наплывов.
В соответствии с условиями горения выделяют:
- Открытая дуга. Она видима, но наблюдение за ней должно производиться через специальные средства для защиты глаз. Открытый вид применяется при проведении ручной технологии и сварок с защитными газами.
- Закрытая. Вид дуги невозможно увидеть визуально. Она присутствует в составе расплавленной металлической смеси — флюсе, шлаке.
- Полуоткрытого вида. Дуга видна. Но видеть возможно только одну часть. Первая имеется в металле, а вторая располагается над ним. Наблюдать за сваркой рекомендуется только через элементы для защиты глаз. Этот вид дуги используется при сваривании алюминия автоматическим способом.
По способу защиты сварной ванны:
- без использования защитных элементов — голый электрод, стабилизирующее покрытие электрода;
- применение шлаковой защиты — под флюсом, толстопокрытые стержни;
- шлакогазовая защита — стержни толстопокрытого типа;
- газовая защита — в газовой среде;
- комбинированные защитные средства — среда из газа, покрытие, флюс.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя
Вот на нем стоит остановиться внимание

Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
 Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Технология сварочных работ
На сегодняшний день известны следующие разновидности электродуговой сварки:
-
Сварка неплавящимся электродом.
Вольфрамовый (или графитовый) стержень, используемый как электрод, не плавится, но поддерживает электрическую дугу. Наплавляемый металл подаётся в виде проволоки или прутка. Такой вид сварки может работать и без присадочного материала, в режиме паяльника.
-
Сварка под флюсом.
Электрод, создающий электрическую дугу, подаётся внутрь слоя флюса, которым покрыта деталь. Таким образом создаются условия для идеального соединения металлов, не подверженного разрушающему влиянию воздуха.
-
Полуавтоматическая дуговая сварка.
Роль электрода выполняет проволока из металла, к которой подаётся электрический ток. По мере её плавления происходит автоматическая подача (так, чтобы длинна дуги сохранялась постоянной). В тоже время к месту сварки нагнетается защитный газ — углекислый или аргон. В результате значительно повышается качество сварного шва.
В домашних условиях такие виды сварки практически не применяются. Поэтому перейдём к рассмотрению четвёртого вида сварочных работ — ручной электродуговой сварки.
Ручная дуговая сварка основана на применении специального электрода в обмазке
Электросварочные аппараты для ручной сварки разделяют на два типа — переменного тока и постоянного тока. Использование переменного тока позволяет конструировать приборы высокой производительности и мощности. Преимуществом постоянного тока, благодаря отсутствию смены полярности, является более ровный шов с меньшим количеством металлических брызг.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических деталей. Высокая температура (до 7000о С) расплавляет материал до жидкого состояния и происходит диффузия — смешивание на молекулярном уровне.
Принципиальным отличием сварки от склеивания является отсутствие вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Поэтому нужно отчётливо понимать, что для правильного применения сварки использовать можно только однородные металлы. Нельзя приварить алюминий к железу или медь к нержавейке. Температура плавления у разных материалов различная, а создание сплавов не входит в круг возможностей сварочного оборудования.
Для сварки железных конструкций существуют различные сварные аппараты.
-
Трансформаторы. Служат для преобразования сетевого тока напряжением 220 В, в ток с параметрами необходимыми для создания высокотемпературной электрической дуги. Происходит это за счёт понижения напряжения (не более 70 В) и повышения силы тока (до тысяч ампер). Сегодня такие приборы постепенно уходят в прошлое, так как для бытового использования они слишком громоздки и потребляют большое количество электроэнергии. Кроме того, работа трансформатора не отличается стабильностью и негативно влияет на состояние сети в целом — при включении создаются перепады напряжения, страдает чувствительная бытовая техника. Бывают одно и трёх фазными.
-
Выпрямители.
Преобразуют переменный ток потребительской сети в постоянный. Принцип работы таких приборов основан на использовании выпрямляющих кремниевых диодов, которые также называются вентилями. Характерным отличием сварочного аппарата постоянного тока от сварочного переменного тока, является сильный нагрев электрода на плюсовом полюсе. Это даёт возможность контролировать процесс сварки: осуществлять «щадящую сварку», манипулируя настройками ощутимо экономить электроды при резке металла.
-
Инверторы.
Довольно долгое время (до 2000 г.) были недоступны для широкого применения в быту в силу высокой стоимости. Но в последствии приобрели большую популярность. Принцип действия инвертора состоит в преобразовании сетевого переменного тока в постоянный, а затем — снова в переменный, но уже высокочастотный ток. Отличие данной схемы от трансформаторной сварки в том, что дуга, полученная от преобразованного постоянного тока, более устойчивая.
Главным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также ощутимое снижение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавной регулировки выходящего тока, что заметно повысило КПД агрегата и обеспечило лёгкость зажигания дуги во время работы.
Но есть и недостатки:
- временные ограничения в использовании, что связано с нагревом электронной схемы преобразования;
- создание электромагнитного «шума», высокочастотных помех;
- негативное влияние влажности воздуха, что приводит к образованию конденсата внутри прибора.
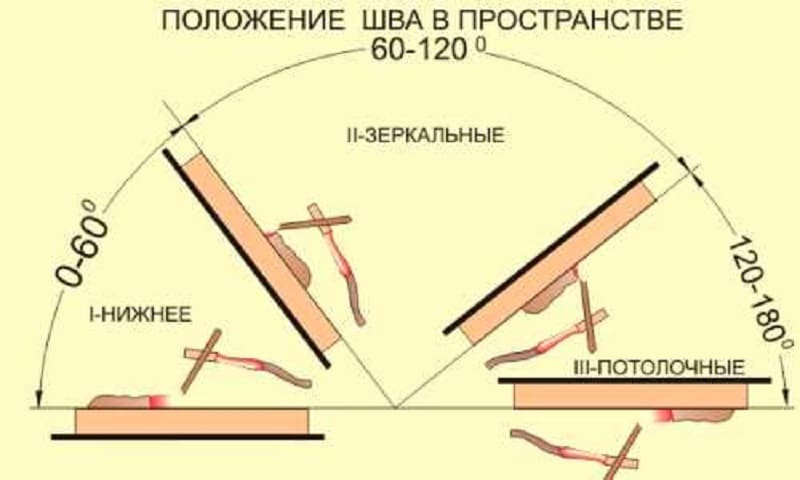
Как варить швы в разных положениях
Ручная дуговая сварка позволяет варить в самых разнообразных положениях. ДЛЯ каждого из них существуют свои технологические указания, направленные на обеспечение высокого качества работ.
Параметры режима ручной дуговой сварки
Нижнее положение
Сварщик находится сверху относительно рабочей зоны, заготовки расположены горизонтально. Это самое простое и самое распространенное положение. В нем необходимо следить лишь за полным проплавлением сечений и не допускать прожогов. Требуется надежно закрепить заготовки инвентарными крепежными средствами, а под них подложить специальные монтажные прокладки из меди.
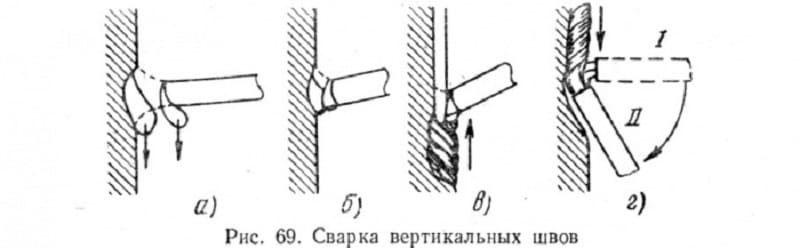
Вертикальное положение
В этом положении начинает действовать такой осложняющий работу фактор, как земное притяжение. Под его воздействием расплавленный металл будет стремить покинуть сварочную ванну и стечь вниз. Работу рекомендуется вести в направлении снизу вверх, чтобы стекающие расплавленные капли попадали на сформированный шовный материал. Этот прием заметно снижает скорость работы, но позволяет сохранить качество. При выборе направления сверху вниз скорость повысится, но заметно упадет глубина проплава.
Потолочное положение
Это самое сложное положение, в котором приходится работать сварщику. Чтобы расплавленный металл не пролился вниз, требуется снизить вес сварочной ванны до такой степени, чтобы он удерживался силами поверхностного натяжения. Это достигается уменьшением скорости и периодической приостановкой работ для того, чтобы металл успевал схватываться.

Ручная дуговая сварка в потолочном положении
Умение работать в потолочном положении — признак высокой квалификации сварщика.