Резьба. виды, геометрия и профили резьбы
Содержание:
- Виды по назначению
- Особые методики нарезки
- Метрическая резьба (рис. 1)
- Ходовые резьбы
- ГОСТ и унификация крепежа
- Почему измерение происходит в дюймах
- Технология нарезки резьбового конусного соединения
- Виды дюймовых резьб
- Дюймовая резьба (рис. 2)
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Основные параметры и свойства
- Способы нарезки конической трубной резьбы
- Существующие способы нарезки резьбы
- Трубная цилиндрическая резьба
- Особенности цилиндрической резьбы
- Трубная резьба
- Ленточная резьба гост видео — Лепка.рф
- Таблица диаметров под резьбу и др …
- Pipe clamps: How to thread pipe
- Многозаходная резьба…
- Нарезка трапецеидальной резьбы…
- Видеоуроки Компас 10 Как сделать ре…
- Нарезание различных резьб резцом.av…
- Плоское шлифование V образного блок…
- ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В…
- ‘Гнутые’ ножки. Просто!…
- Ножеточка ТЧН
- Заглушка резьбовая нержавеющая с вн…
- Работа с метчиком для нарезки резьбы
- Особенности технологии
Виды по назначению
По своему назначению различают следующие виды метчиков:
- Слесарные. Предназначены для ручного применения, имеют хвостовик квадратной формы. Они поставляются в комплекте с воротком, которым и обеспечивается вращение инструмента и нарезание резьбы. Используются в составе комплекта из двух или трех метчиков, несколько отличающихся друг от друга по диаметру. Каждый снимает с поверхности отверстия свою часть припуска. Внутри комплекта инструменты различают по числу черточек, выгравированных или отштампованных на хвостовике, самый грубый, черновой имеет одну черточку, промежуточный — две и чистовой — три.
- Машинные или машинно-ручные. Такими метчиками нарезку проводят как вручную, так с использованием оборудования. Применяются токарные, сверлильные станки или обрабатывающие центры. Отличие от слесарных, имеют более короткую заборную часть, поскольку соосность обеспечивается конструкцией станка. Выполняются из более качественной инструментальной стали, термостойкой и устойчивой к механическим нагрузкам.
- Гаечные. Предназначены для нарезки резьбы в гайках в станках-автоматах. Конструктивно отличаются более длинным хвостовиком гладкой цилиндрической формы. После прохождения резьбы гайки одна за другой перемещается на хвостовик, и ожидаются там выполнения всей серии. По окончании групповой операции хвостовик извлекается из патрона, и все гайки стряхиваются в приемный лоток.
Отдельно также производятся и применяются метчики дюймовые и метрические.
Особые методики нарезки
Резьба трубного цилиндрического типа, которую относят к дюймовому характеру (как внутренняя, так и наружная), может быть нарезана как механическим, так и ручным способом.
Процесс нарезания резьбы с помощью ручного инструмента, в качестве которого стоит применять метчик (для внутренней) либо плашки (для наружной), используется сразу в несколько шагов.
- Обрабатываемую трубку нужно зажать в тисках, а применяемый инструмент стоит фиксировать в воротке (метчик) либо плашкодержателе (плашка).
- Плашку стоит надеть на один конец трубы, а метчик вдеть во внутреннюю часть.
- Применяемый инструмент вворачивается в трубу либо навинчивается на неё одним концом при помощи специального вращения воротка либо плашкодержателя.
- Чтобы результат работы получился наиболее чистым и качественным, стоит провести процедуру нарезания в несколько частей.
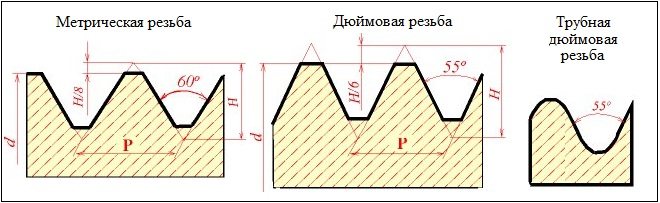
Метрическая резьба (рис. 1)
Имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
ГОСТ и унификация крепежа
В течение длительного времени не могли прийти к единому стандарту. Еще в середине XIX века разные производители пользовались своими мерительными инструментами. Попутно у каждого резьбовые соединения выполнялись по своим требованиям и параметрам. Возникали проблемы у эксплуатационников.
При необходимости разборки и последующей сборки изделий приходилось помечать каждую деталь, чтобы потом их поставить строго на свое место. Особенно сложно приходилось военным, так как ружья и пушки приходили с разных заводов. Если кто-то разбирал свое оружие, то собрать чаще всего не удавалось.
Еще в XII веке установили, что оптимальным будет расстояние между двумя канавками на стержнях, равное примерно 20 % от диаметра. Тогда их изготавливали из дерева, на ручьях и небольших реках создавали водяные мельницы. Позже (примерно середина XIV века) начали проектировать и создавать ветряные мельницы.
Отдельные детали стягивали мощными шпильками. На них накручивали громадные дубовые гайки, выточенные из единого куска прикорневой части. Но все – это были единичные, разовые изделия. Их характеристики и качество зависели от мастера. С развитием техники нужно было добиваться однообразности и универсальности стяжных деталей.
Информация к размышлению
Первый отраслевой стандарт был принят в Туле (Россия). На первом оружейном заводе производили только сборку конечного изделия. Производилось и литье. А сами отливки раздавали мастерам для домашнего изготовления. Так образовались улицы со своими названиями: Курковая, Ложевая, Дульная, Штыковая и ряд других. Тут делали только одно изделие. Потом на сборке оставалось только собрать их и получить ружье.
Главная заслуга Никиты Демидова (основоположника первого оружейного завода России) заключалась в том, что он сумел разработать подробные чертежи, а также мерительные инструменты (калибры). Пользуясь ими, мастера могли проверять, насколько правильно обрабатывается конкретная деталь. Налажен был выпуск и ручного металлообрабатывающего инструмента: напильники, шаберы, скребки и ручные сверлильные устройства.
В это же время Англия также изготавливала ружья. Конструктивно они были идентичными. В 1787 году были приобретены 500 ружей в Туле и 500 ружей из Англии. Их разобрали, а детали по артикулам разложили в несколько куч. Тщательно перемешали.
Потом решили собрать. Тульские ружья собрали все. Каждое прошло проверку на качество стрельбы. Результаты удовлетворили комиссию. Ни одного английского ружья собрать не смогли. Детали требовали индивидуальной притирки. Единого стандарта не было.
Поэтому в русскую армию помимо ружей поставляли детали, которые могли выходить из строя в процессе эксплуатации. В каждом полку существовал взвод, в обязанности которого вменяли ремонт вооружения.
В этих взводах имелись болтики, винтики и гаечки. Тогда их метили специальными насечками, чтобы использовать по мере необходимости.
В 1790 г. в Париже произошло первое утверждение основной системы мер. Одним из первых была утверждена мера длины – метр. Установили и дробные величины, которыми пользуются повсеместно: сантиметр, миллиметр.
Англия отказалась переходить на европейский стандарт. У них до сих пор пользуются футами, дюймами, линиями.
Для унификации деталей каждая страна разрабатывала свои государственные стандарты. Их соотносили так, чтобы товары из сопредельных государств могли соответствовать и отечественным изделиям. Поэтому с 1924 г. в СССР был введен ГОСТ на резьбовые соединения. Кроме основного стандарта допускалось использование изделий из Великобритании и США (дюймовые стандарты). В настоящее время используются только трубные соединения, измеряемые в дюймах.
Почему измерение происходит в дюймах
Различие между измерением диаметра резьбы металлической трубы в миллиметрах и дюймах часто приводит к путанице, ошибкам и трудностям выбора нужного изделия. Согласно классической линейной системе измерения 1 дюйм равен 25,4 мм.
Для измерения металлических труб пользуются специальным трубным дюймом, равным 3,324 см. Его особенность и уникальность состоит в том, что он охватывает не только величину внутреннего диаметра, но учитывает стенки трубы.
Основные инженерные расчеты выполняют по внутренним диаметрам, измерение труб по наружному диаметру бывает лишь в исключительных случаях.
Измерительной дюймовой системой исчисляются металлические газовые и водопроводные трубы, а для остальных видов применяется метрическая система измерения.
Технология нарезки резьбового конусного соединения
В промышленном производстве npt резьба выполняется на специализированном резьбонарезном станке с помощью мечника, закрепленного на вращающемся шпинделе, в автоматическом режиме формирующий резьбу на неподвижно закрепленной трубе.
Конструкция и типы метчиков
Метчик состоит из деталей:
- хвостовика;
- рабочей части;
- заборного элемента;
- калибровки.
С помощью хвостовика метчик крепят в шпинделе станка или в патроне при нарезке резьбового соединения внутри трубы. Нарезку делает рабочая часть, напоминающая винт со спиральными канавками. Переднюю часть метчика часто называют заборным элементом, имеющим вид конуса. Начинает нарезку резьбы именно заборный элемент, затем продолжает калибровка. Резьбу выполняют зубья,называющиеся режущими перьями, образующие углубления — канавки, по которым удаляется стружка. Заточка зубьев подчинена требованиям технологии к режущим деталям.
Выбор метчика
Выбор метчика зависит от назначения, они бывают ручными и машинными. Ручной инструмент бывает:
- плашечный;
- маточный;
- гаечный;
- специальный.
Плашечный инструмент используют для предварительной нарезки резьбового соединения за 1 проход. Очистку от стружки выполняют маточным приспособлением с канавками в правом направлении.
Бесканавочные приспособления имеют большую прочность, а протяженность завинчивающейся части дает возможность перенастраивать инструмент неоднократно. Преимущество бесканавочных метчиков — в высокой производительности и универсальность — ими можно обрабатывать трубы и глухие соединения.
По виду работ выделяют метчики черновой и чистовой, которые маркируются по размеру резьбы, выполняемой этим инструментом:
- Для резьбы по метрическому стандарту 8…18 мм применяют одинарные счетчики.
- В диапазоне 6…24 мм используют черновой и чистовой метчик.
- Резьбу 2…52 мм нарезают 3 счетчиками.
Метчики имеют прямое и винтовое исполнение, правое и левое, а режущая часть бывает конической и цилиндрической. Коническими вырезают резьбу в трубах со сквозными отверстиями, цилиндрические используют там, где нет сквозных проходов.
Процесс нарезки
Процесс резьбовой нарезки поэтапно происходит в несколько этапов:
- Задают направление, скорость вращения шпинделя.
- Заготовку закрепляют на определенном месте.
- Метчик определенного типоразмера монтируют на шпинделе, фиксируя его головку поддерживающим зажимом.
- Включают электропривод устройства.
- Резьбонарезную головку перемещают к трубному изделию управляющим рычагом.
- Фиксируют и сопоставляют автоматическим роликом заготовку и резьбонарезной резец, станок выполняет нарезку канавок заданных параметров в автоматическом режиме.
- Завершив операцию, суппорт с метчиком поднимается автоматически, отключают электропривод, демонтируют заготовку со станка.
- Выполняют проверку точности геометрических параметров, при обнаружении дефектов проводят коррекцию.
Конический профиль резьбы используется в тех случаях, когда на коммуникациях требуется полная герметичность соединений отдельных элементов труб. Неоценим способ конической резьбы при ремонтах изношенных соединений на коммунальных трубопроводах зимой — конусная резьба npt поможет восстановить герметичность.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Дюймовая резьба (рис. 2)
Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) — штpихи («) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Точность и поле допуска метрической резьбы
| Класс точности | Поле допуска для резьбы | ||||||
|---|---|---|---|---|---|---|---|
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H |
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
|---|---|---|
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.
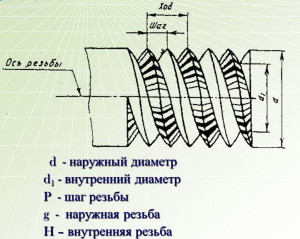
Основные элементы резьб представлены на рис. 3 К ним относятся следующие элементы:
- шаг резьбы — расстояние между вершинами или основаниями двух соседних витков;
- глубина резьбы — расстояние от вершины резьбы до ее основания;
- угол профиля резьбы — угол, заключенный между боковыми сторонами профиля в плоскости оси;
- наружный диаметр — наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
- внутренний диаметр — расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Ещё о дюймовом крепеже:
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Дюймовые болты
- Дюймовые гайки
- Дюймовые винты
- Дюймовые шайбы
- Дюймовые резьбовые пробки
- Прочие дюймовые изделия
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 15832213.02.2008
Основные параметры и свойства
Профиль резьбы различного материала представляет собой сечение плоскости, проходящей вдоль оси заготовки. К основным характеристикам относят:
- Внешний диаметр представляет собой размеры по вершинам у цилиндра, а также впадин у внутренних поверхностей. У трубной резьбы диаметр обозначается условно в дюймах.
- Внутренний диаметр — это параметр резьбы, указывающий размеры вписываемого цилиндра по вершинам внутренних резьбовых профилей, либо по впадинам внешних соединений.
- Шаг — это расстояние между сторонами двух витков, лежащих рядом, которое измеряется вдоль оси детали.
- Угол профиля представляет собой значение между сторонами треугольника профиля резьбы, который измеряют в осевой плоскости.
- При продолжении сторон профиля получают высоту исходного треугольника.
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков
При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника
Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Существующие способы нарезки резьбы
Трубную резьбу наносят следующими способами:
- Для нарезки внутреннего и наружного профиля используются специальные слесарные инструменты метчики и плашки. Этот способ нарезки часто используют сантехники – любители в самостоятельном монтаже бытовых трубопроводов.
- Нарезка по способу накатки применяют для металлических водопроводных и газовых труб диаметром 10 мм – 65 мм. Полученный профиль характеризуется высокой точностью.
- Заготовку обрабатывают специальными резцами на токарных станках. По данной методике наносится трубная резьба любого диаметра.
Первые два способа чаще всего используются в бытовых инженерных коммуникациях, третий используются при строительстве промышленных трубопроводов.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
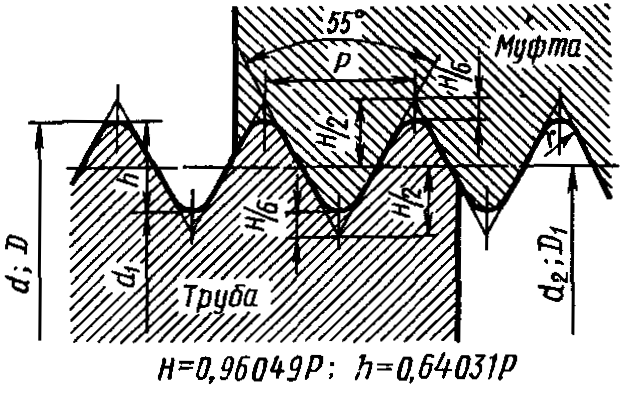
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Особенности цилиндрической резьбы
Такой вид резьбы как цилиндрическая, основан на резьбе под названием BSW (сокращение British Standard Whitworth, резьбы Витворта). Традиционное обозначение резьбы трубной цилиндрической- BSPP. Она полностью совместима с резьбами BSP (сокр. British standard pipe thread).
В соответствии с гост 6357 81 резьба трубная цилиндрическая обладает следующими характеристиками:
Профиль. По гост резьба цилиндрическая трубная имеет угол профиля при вершине, равный 55 градусам. Гребни и впадины резьбы скруглены, что упрощает герметизацию соединения: на острых гребнях что лен, что лента-герметик режутся, и зачастую собранные без использования краски резьбовые соединения протекают. Отклонение от перпендикуляра к трубе каждой стороны гребня резьбы должно составлять от 27 до 30 градусов, то есть допустима незначительная асимметрия. ГОСТ регламентирует возможный шаг резьбы, высоту исходного треугольника гребня резьбы и высоту рабочего профиля (разница в высоте между скругленным углублением между гребнями резьбы и скругленной вершиной каждого гребня) и радиус скруглений гребней и впадин между ними. Допускается вместо скруглений выполнить нарезку резьбы на трубе с плоскими срезами, но лишь в том случае, если полностью исключена возможность соединения этой резьбы с наружной конической.
Типичный профиль цилиндрической трубной резьбы
Основные размеры. Резьба трубная цилиндрическая гост 6357 81 должна иметь вполне конкретные соотношения шага резьбы, диаметра по вершине гребня, среднего диаметра резьбы и внутреннего диаметра (по углублению между гребнями). ГОСТом оно представлено в виде таблицы, где каждому диаметру соответствуют свои размеры в миллиметрах. Не только соотношения, но и сами диаметры резьб, разумеется, стандартизированы. Существуют резьбы от 1/16 до 6 дюймов. В наших условия, безусловно, список широко используемых резьб куда меньше полного перечня, так что можно не пугаться столь широкого разнообразия: закупаться плашками всех этих размеров для ремонта сантехники необходимости нет. В водопроводах квартир и частных домов можно встретить, как правило, трубы с резьбами от 1/2 до 1 1/2 дюймов, причем общее количество типоразмеров ограничено пятью. Длина свинчивания внутренней и внешних резьб жестко не регламентирована; однако резьбы с большой длиной свинчивания помечаются в обозначаются буквой L, и вот разница между нормальной (N) и длинной резьбой в ГОСТе приводится: все, что для определенного диаметра превышает некое пороговое значение, считается длинной резьбой и должно быть указано в обозначении.
Таблица основных размеров трубных цилиндрических резьб
- Допуски. Цилиндрическая трубная резьба гост6357-81 имеет ограничения по максимальному размеру допусков двух классов точности: А и В. Разница между ними ровно в два раза для всех диаметров резьб.
- Обозначения. Обозначение трубной цилиндрической резьбы обязано содержать, цитируя ГОСТ: букву G, указание размера резьбы, указание класса точности для среднего диаметра и, в случае использования длинной резьбы — букву L и длину в миллиметрах. Для левой резьбы в обозначение добавляются буквы LH. Типичное обозначение цилиндрической трубной резьбы- к примеру, G 1 1/2 — A — содержит последовательно: указание на то, что это именно трубная цилиндрическая резьбы; что она имеет диаметр в один и одну вторую дюйма и допуски класса точности А. В следующем варианте — G1 1/2 LH — B — мы, как легко догадаться, имеем дело с левой трубной цилиндрической резьбой диаметром один и одна вторая дюйма, изготовленной с допусками класса точности В и нормальной длиной. Резьба трубная цилиндрическая обозначениеG1 1/2 LH — B — 40 — то же самое длиной 40 миллиметров.
- Предельные отклонения впадин и срезов вершин резьб. В общем случае ГОСТ их не регламентирует; однако в техническом задании этот параметр может быть указан в том случае, если в силу каких-то причин при изготовлении требуется особая точность подгонки внутренней и внешней резьб.
Разумеется, в идеале свинчиваются строго одинаковые резьбы; впрочем, допустимо вкрутить в муфту с трубной цилиндрической резьбой трубу с трубной конической резьбой соответствующего диаметра.
Трубная резьба
Все санитарно-технические устройства используют в основе трубную резьбу. Ее еще называют дюймовой трубной, так как она основана на расчетах, выполняемых по аналогии с теми, что применяется в английской системе мер. За основу берется размер условного прохода DN (Ду).
Таблица 6: Размеры резьбы и шаг винтовой линии для трубной резьбы
| Номинальный размер условного прохода в дюймах | Номинальный (наружный) диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм |
| 1/8 “ | 9,729 | 28 | 0,907 |
| 1/4 “ | 13,158 | 19 | 1,337 |
| 3/8 “ | 16,663 | 19 | 1,337 |
| 1/2 “ | 20,956 | 14 | 1,814 |
| 5/8 “ | 22,912 | 14 | 1,814 |
| 3/4 “ | 26,442 | 14 | 1,814 |
| 7/8 “ | 30,202 | 14 | 1,814 |
| 1 “ | 33,250 | 11 | 2,309 |
| 1 1/8 “ | 37,898 | 11 | 2,309 |
| 1 1/4 “ | 41,912 | 11 | 2,309 |
| 1 3/8 “ | 44,325 | 11 | 2,309 |
| 1 1/2 “ | 47,805 | 11 | 2,309 |
| 1 3/4 “ | 53,748 | 11 | 2,309 |
| 2 “ | 59,616 | 11 | 2,309 |
Ленточная резьба гост видео — Лепка.рф
Таблица диаметров под резьбу и др …
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника…. От автора Sergejs Belov…. Добавлено 11 мес. назад. Подробнее…
Pipe clamps: How to thread pipe
Woodworking, making end grain cutting boards, chessboards, jewelry boxes, etc. — Woodworking plans … От автора mtmwood. Добавлено 9 мес. назад. Подробнее…
Многозаходная резьба…
Измерение многозаходной трапецеидальной резьбы. По вопросам обращаться по тел. www.lapic.ru…. От автора LapicLLC. Добавлено 2 год. назад. Подробнее…
Нарезка трапецеидальной резьбы…
Тр 68*6. Длина 750. 40Х. 1К62. Привіт, я — Дядько Максим…… За мат, політику і пропаганду = БАН довічний. Тут тільки…… От автора Дядько Максим…. Добавлено 5 год. назад. Подробнее…
Видеоуроки Компас 10 Как сделать ре…
Изучайте на сайте программу Инженерной графики для колледжей. Как сделать объемную резьбу на…… От автора Anna Veselova. Добавлено 4 год. назад. Подробнее…
Нарезание различных резьб резцом.av…
Показан процесс нарезания различных наружных резьб резьбовым резцом. Заготовка вращается, а резец соверша…… От автора rezaniemateri…. Добавлено 7 год. назад. Подробнее…
Плоское шлифование V образного блок…
Шлифование блоков цилиндров и ГБЦ в Бишкеке. Любая сложность. +996 (555) 970 242. От автора СТО «Механик»…. Добавлено 1 год. назад. Подробнее…
ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В…
— Ленточные пилы для распиловки кругляка и другой древесины — Ро-ма, Польша. LISDEREVMASH 2013, Украина,…… От автора Тимберзилла…. Добавлено 5 год. назад. Подробнее…
‘Гнутые’ ножки. Просто!…
Скачайте мою книгу о столярничестве: § Подписывайтесь на канал: … От автора Юрий Примачен…. Добавлено 5 год. назад. Подробнее…
Ножеточка ТЧН
Ширина затачиваемого ножа, мм — 25 — 200 Толщина затачиваемого ножа, мм — 3 — 25 Угол поворота стола, град — 15 —…… От автора Александр Дья…. Добавлено 3 год. назад. Подробнее…
Заглушка резьбовая нержавеющая с вн…
Тринокс — поставка деталей из нержавеющей стали — Заглушка с внутренней резьбой из нержавеющей…… От автора Trinox AISI30…. Добавлено 2 год. назад. Подробнее…
Работа с метчиком для нарезки резьбы
Перед началом работы выбирается желаемый диаметр метчика и с помощью сверла просверливается отверстие меньше необходимого, что облегчит последующую работу. Диаметр сверла необходимый для того или иного метчика желательно брать из специальных таблиц.
Инструмент при работе обязательно нужно держать строго перпендикулярно рабочей поверхности с постоянным добавлением смазки. Как только сделали несколько витков инструментом, он вытаскивается и удаляется образовавшаяся металлическая стружка.
Наружную нарезку изготовить сложнее, поэтому ее формируют на специальном промышленном оборудовании с применением плашек.
- Круглые плашки цельные позволяют получить наружную резьбу высокого качества. Перед работой плашки крепятся в специальном устройстве и надежно фиксируются.
- Плашки разрезные имеют две части, что сказывается на качестве получаемой нарезки. Используются для элементов, не требующих высокого качества и не несущих на себе высокие нагрузки.
- Раздвижные плашки применяются для нарезки труб любого диаметра.
Плашка представляет собой цилиндрическую деталь в виде гайки, внутри которой расположены разрезающие пластины из особо прочного металла. Стружка, образуемая в процессе работы, удаляется через специальные отверстия.
Метчики и плашки позволяют сделать внутреннюю и наружную нарезку на любых деталях и элементах, а также обновить заржавевшие и стершиеся соединения.
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.