Резьба
Содержание:
- Требования технических регламентов к конусным соединениям
- Коническая резьба NPT
- Особенности конусной резьбы
- Трубные резьбы: таблица
- Правила обозначения американской дюймовой резьбы
- Что такое геометрическая метрическая резьба?
- История
- Размеры
- Резьба трубная коническая
- Характеристика цилиндрической трубной/дюймовой резьбы относительно метрической
- Как разобраться с американской дюймовой резьбой?
- Как определить диаметр болта в дюймах?
Требования технических регламентов к конусным соединениям
Конические резьбы от 1 до 2 дюймов NPT используются в соединениях, где требуется повышенная герметичность стыка, которая зависит от крутящего момента затяжки
Эффективное уплотнение особенно важно для труб, транспортирующих гидравлические жидкости, газы, пар. Они используются в широком спектре отраслей промышленности: электростанции, газ и нефть, химическая промышленность, производство и транспортировка на большие расстояния
Надёжность уплотнений зависит также от материалов труб. Кроме обычных стали и латуни, резьба НПТ используется также для арматуры, изготовленной из чугуна, бронзы и некоторых видов пластмасс, в частности, ПВХ, ПНД и нейлона.
Основные нормативные требования к рассматриваемой системе уплотнения:
- Соответствие показателей осевого смещения основной плоскости нормативным данным (кроме ANSI / ASME B1.20.1 используются также данные DIN 2999);
- Должны соблюдаться значения предельных отклонений диаметра D2;
- Оговаривается наименьшая допустимая глубина ввинчивания резьбовой части трубы или фитинга;
- Соблюдение профиля площадки при срезе выступов и впадин;
- Устанавливаются пределы отклонений угловых характеристик.
Две последних проверки могут не выполняться, если на то нет специальных указаний заказчика.
Коническая резьба NPT
Основные параметры конической резьбы NPT и ее применениеДанную резьбу считают американским стандартом на конусную трубную резьбу, с которой отечественные потребители сталкиваются при приобретении арматурных сантехнических изделий и труб производства США. Существуют две конфигурации конической резьбы класса NPT, это наружная и внутренняя. Трубный штуцер с данной резьбой производится в форме суженного конуса, благодаря чему происходит обеспечение повышенной прочности при соединении трубопроводных элементов. Конусный угол наклона имеет конусность 1:16, профильный угол, с вершиной в 60 градусов и теоретической высотой — Н=0,866025Р. Имеется соответствие резьбы NPT ГОСТу 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов.
Телефон для связи : WhatsApp.
Коническая резьба бывает двух типов размерности в виде дюймовой и метрической, исходя из которой есть отличия в обозначениях соединений на чертежах или схемах.
Аббревиатуру NPT-E используют, когда одна из трубных сторон с нарезанным конусом является метрической. Дополнительную аббревиатуру не используют, если соединяемые стороны дюймовые.
Резьба NPT бывает стандартных размеров — 1/16 — 24 и соответствует пропускному диаметру трубы.
Основное применение данная резьба нашла в отраслях машино и станкостроения, в газовой и нефтяной промышленности, в системах гидравлики и пр. Резьба пригодна для соединений, требующих наличия повышенной герметичности, работающих при сильном давлении циркулирующей среды по трубопроводам.
При помощи дюймовой конической резьбы соединяют элементы, входящие в трубопроводы, в том числе масляные и топливные. Метрическую коническую резьбу используют в системах трубопроводов, которые предназначаются для транспортировки различных жидкостей.
На какие детали нарезается коническая резьба NPT и где применяется?
данная резьба наносится на одну з сторон различных адаптеров и переходников, способствуя беспроблемному использованию труб со штуцером по американским стандартам. Для формирования резьбы используются резьборезные специальные станки.
К основному рабочему инструменту данного оборудования относится метчик, закрепленный на шпинделе, который вращается. Труба, подлежащая обработке, фиксируется в неподвижном состоянии на станочном столе.
Наружная резьба нарезается при помощи плашки.
Коническую резьбу нарезают на штуцера всех труб, предназначенных для создания различных инженерных коммуникаций. На одну сторону изделия нарезается внешний конус, а на другую внутренний.
Конические накатки по американскому стандарту, наносятся на детали, предназначенные для работ под высоким давлением.
К ним относятся детали для постройки маслопроводов, топливопроводов, предназначенных для летательных устройств и автомобилей.
Резьбу NPT достаточно часто наносят на трубные изделия с сужающимся к концу изделия профилем. Детали с конической резьбой применяются там, где требуется создание высокой герметичности.
Метрическая коническая резьба применяется, когда изготавливают тонкостенные резьбовые детали, служащие для регулировки и подверженные динамическим нагрузкам.
Дюймовую резьбу применяют, когда нужно заменить резьбовые детали на импортных и старых машинах, а метрическую для конических плотных соединений. Коническая резьба способствует герметичности в соединении резьбовых деталей.
+7 (495) 223-64-73 +7 (495) 726-11-08
Запросить звонок
Особенности конусной резьбы
В процессе эксплуатации выявлено, что резьба npt, показывающая надежность при высоком статическом давлении, при динамической нагрузке ненадежна, так как оставляет спиральный путь для протечек. Компания Parker использует в гидравлике эластомерные уплотнители.
Коническая резьбовое сочленение коммуникаций по британскому стандарту отличается треугольным профилем со скругленными зубцами и впадинами. Такая конфигурация позволяет уплотнять соединение герметизирующим раствором и лентой-уплотнителем. Винтовая нарезка под 60 град обеспечивает герметичность соединения, но делая его неразъемным.
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
|
Резьба, дюймов |
Размеры, мм |
Число ниток |
||||||
|
диаметр |
шаг резьбы |
высота профиля |
радиус |
на дюйм |
на 127 мм |
|||
| наружный | внутренний | средний | ||||||
|
1/8 |
9,729 |
8,567 |
9,148 |
0,907 |
0,581 |
0,125 |
28 |
140 |
|
1/4 |
13,158 |
11,446 |
12,302 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
3/8 |
16,663 |
14,951 |
15,807 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
1/2 |
20,956 |
18,632 |
19,794 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
5/8 |
22,912 |
20,588 |
21,750 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
3/4 |
26,442 |
24,119 |
25,281 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
7/8 |
30,202 |
27,878 |
29,040 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
1 |
33,250 |
30,293 |
31,771 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/8 |
37,898 |
34,941 |
36,420 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/4 |
41,912 |
38,954 |
40,433 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/8 |
44,325 |
41,367 |
42,846 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/2 |
47,805 |
44,817 |
46,326 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/4 |
53,748 |
50,791 |
52,270 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 |
59,616 |
56,659 |
58,137 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/4 |
65,712 |
62,755 |
64,234 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/2 |
75,187 |
72,230 |
73,708 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 3/4 |
81,537 |
78,580 |
80,058 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 |
87,887 |
84,930 |
86,409 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/4 |
93,984 |
91,026 |
92,505 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/2 |
100,334 |
97,376 |
98,855 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 3/4 |
106,684 |
103,727 |
105,205 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 |
113,034 |
110,077 |
111,556 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 1/2 |
125,735 |
122,777 |
124,256 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 |
138,435 |
135,478 |
136,957 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 1/2 |
151,136 |
148,178 |
149,657 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
6 |
163,836 |
160,879 |
162,357 |
2,309 |
1,479 |
0,317 |
11 |
55 |
Резьбовое соединение труб
Как видите, в качестве способа соединения труб широко применяется резьба трубная: таблица таких резьб, которая включена в данную статью, обязательно вам пригодится, если вы займетесь самостоятельными сантехническими работами. И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
Правила обозначения американской дюймовой резьбы
Дюймовой американской резьбой все больше стали интересоваться в связи с популярностью на отечественном рынке приборов, машин и автомобилей, для сборки которых необходимы различные элементы крепежа ANSI (американской системы обозначения). Принятая в России система обозначения сильно отличается от правил обозначения, справедливых для дюймового крепежа.
В Америке используются для описания крепежа две системы стандартов:
- для материалов и механических свойств крепежа используют ASTM,
- для описания размеров и геометрии резьбового крепежа используется американский стандарт ANSI.
В них за единицу измерения длины приняты дюймы, поэтому она называется дюймовой, а для измерения силы – фунты. Именно поэтому потребителям сложно разобраться в обозначениях на импортных крепежных деталях. Чтобы правильно подобрать нужный крепеж, следует помнить, что сила указывается в фунтах, а длина – в дюймах; диаметр резьбы и прочие параметр размеров обозначают целыми числами или частями дюйма в зависимости от типа крепежа. К примеру, 1/6 или 1/2. Из этого правила есть исключения: если диаметр резьбы не превышает дюйма и не является целой дробью.
В американских стандартах использованы таблицы, где каждому диаметру присвоен свой номер, а для определенных диаметров есть и свои размеры шага резьбы. Шаг резьбы в американских стандартах – это число полных витков резьбы, которые помещаются на 1 дюйме стержня. Если крепеж имеет одинаковую длину, то это не значит, что у него одинаковые шаги. Шаги в таких случаях могут быть крупные (резьба UNC) или мелкие (резьба UNF). Чем крупнее шаг, тем меньше витков будет у резьбы на 1 дюйм. Чтобы легко подобрать крепеж, существуют специальные таблицы, которые помогут сориентироваться в непривычной для российских потребителей американской системе.
Параметры резьбы UNC и резьбы UNF приведены ниже:
| Номинальный размер | Наружный диаметр (мм.) | UNC, ниток на дюйм | UNF, ниток на дюйм |
| №0 | 1,524 | 64 | 80 |
| №1 | 1,778 | 64 | 72 |
| №2 | 2,184 | 56 | 64 |
| №3 | 2,515 | 48 | 56 |
| №4 | 2,845 | 40 | 48 |
| №5 | 3,175 | 40 | 44 |
| №6 | 3,505 | 32 | 40 |
| №8 | 4,165 | 32 | 36 |
| №10 | 4,826 | 24 | 32 |
| №12 | 5,486 | 24 | 28 |
| 1/4 | 6,35 | 20 | 28 |
| 5/16 | 7,937 | 18 | 24 |
| 3/8 | 9,525 | 16 | 24 |
| 7/16 | 11,113 | 14 | 20 |
| 1/2 | 12,7 | 13 | 20 |
Обозначение резьбы, как правило, включает в себя буквенное обозначение типа резьбы и ее номинальный диаметр. Иногда в обозначении приводятся:
- шаг резьбы (или TPI — threads per inch — число витков на дюйм),
- число заходов для многозаходной резьбы,
- диаметр отверстия под резьбу,
- направление (левое, правое).
Следует помнить, что 1 дюйм ≈ 25,4 мм.
Пример: болт с американской резьбой 1/4” – 28UNFх2 1/2”
Что такое геометрическая метрическая резьба?
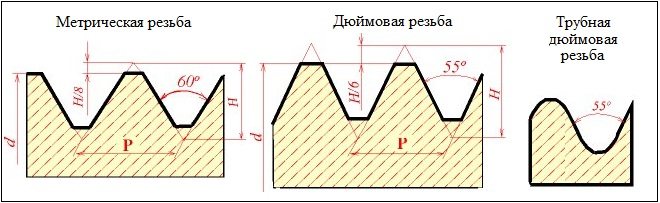
Метрическая контурная наружная геометрическая резьба создается на крепежных элементах. Выступы выполняются в виде равностороннего треугольника. Поэтому его все углы равны 60 градусам.
Профиль метрической наружной или внутренней контурной геометрической резьбы регламентирован ГОСТ 9150-81. Поэтому резьбовой рисунок создается с крупным или мелким шагом. Диаметр такой внутренней или наружной нарезки составляет 1-68 мм. В то же время спиральный рисунок на конусной или цилиндрической поверхности создается только с мелким шагом, когда размер его сечения превышает 68 мм. При этом мелкий шаг может иметь разное значение при одинаковом размере сечения, а крупный никогда не меняется.
История
Схема «резьбового» сустава у жука тригоноптеруса
Долгое время считалось, что резьбовое соединение, наряду с колесом и зубчатой передачей, является великим изобретением человечества, не имеющим аналога в природе. Однако в 2011 году группа учёных из Технологического института Карлсруэ опубликовала в журнале Science статью о строении суставов у жуков-долгоносиков вида Тригоноптерус облонгус, обитающих на Новой Гвинее. Оказалось, что лапы этих жуков соединены с телом с помощью вертлуга, который ввинчивается в коксу (тазик) — аналог тазобедренного сустава у насекомых. На поверхности вертлуга расположены выступы, напоминающие конический винт. В свою очередь, поверхность коксы также снабжена резьбовой выемкой. Такое соединение обеспечивает более надежное крепление конечностей, чем шарнирное, и гарантирует ведущему древесный образ жизни насекомому большую устойчивость.
Применение винтовых поверхностей в технике началось ещё в античные времена. Считается, что первым винт изобрел Архит Тарентский — философ, математик и механик, живший в IV—V веках до н. э. Широко известен изобретённый Архимедом винт, применявшийся для перемещения жидкостей и сыпучих тел. Первые крепёжные детали, имеющие резьбы, начали применяться в Древнем Риме в начале нашей эры. Однако из-за высокой стоимости они использовались только в ювелирных украшениях, медицинских инструментах и других дорогостоящих изделиях.
Широкое применение ходовые и крепёжные резьбы нашли лишь в Средневековье. Изготовление наружной резьбы происходило следующим образом: на цилиндрическую заготовку наматывалась смазанная мелом или краской верёвка, затем по образовавшейся спиральной разметке нарезалась винтовая канавка. Вместо гаек со внутренней резьбой использовались втулки с двумя или тремя штифтами.
В XV—XVI веках началось изготовление трёх- и четырёхгранных метчиков для нарезания внутренней резьбы. Обе сопрягаемые детали с наружной и внутренней резьбой для свинчивания подгонялись друг под друга вручную. Какая-либо взаимозаменяемость деталей полностью отсутствовала.
Предпосылки к взаимозаменяемости и стандартизации резьбы были созданы Генри Модсли (Henry Maudslay) приблизительно в 1800 году, когда изобретённый им токарно-винторезный станок сделал возможным нарезание точной резьбы. Ходовой винт и гайку для своего первого станка он изготовил вручную. Затем он выточил на станке винт и гайку более высокой точности. Заменив первый винт и гайку новыми, более точными, он выточил ещё более точные детали. Так продолжалось до тех пор, пока точность резьбы не перестала увеличиваться.
В течение следующих 40 лет взаимозаменяемость и стандартизация резьб имели место лишь внутри отдельных компаний. В 1841 году Джозеф Витуорт разработал систему крепежных резьб, которая, благодаря принятию её многими английскими железнодорожными компаниями, стала национальным стандартом для Великобритании, названным британским стандартом Витворта (BSW). Стандарт Витворта послужил основой для создания различных национальных стандартов, например, стандарта Селлерса (Sellers) в США, резьбы Лёвенхерц (Löwenherz) в Германии и т. д. Количество национальных стандартов было очень велико. Так, в Германии в конце XIX века было 11 систем резьбы с 274 разновидностями[источник не указан 373 дня].
В 1898 году Международный Конгресс по стандартизации резьбы в Цюрихе определил новые международные стандарты метрической резьбы на основе резьбы Селлерса, но с метрическими размерами.
В Российской империи стандартизация резьб на государственном уровне отсутствовала. Каждое предприятие, выпускавшее резьбовые детали, использовало собственные стандарты, основанные на зарубежных аналогах.
Первые мероприятия по стандартизации резьб были предприняты в 1921 году Наркоматом путей сообщения РСФСР. Им на основе немецких стандартов метрической резьбы были выпущены таблицы норм НКПС-1 для резьб, использовавшихся на железнодорожном транспорте. Таблицы включали в себя метрические резьбы диаметром от 6 до 68 мм.
В 1927 году на основе данных таблиц комитетом по стандартизации при Совете труда и обороны был разработан один из первых государственных стандартов СССР — ОСТ 32. В этом же году для резьб по стандарту Витворта был разработан ОСТ 33А. К началу 1932 года были разработаны ОСТ для трапецеидальных резьб на основе модернизированных американских стандартов Acme.
В 1947 году была основана Международная организация по стандартизации (ISO). Стандарты резьбы ISO в настоящее время являются общепринятыми во всем мире, в том числе и в России.
Размеры
Для рассматриваемого типа соединений используют дюймовую и метрическую размерности. Причем во втором случае один из элементов все равно выполнен в дюймовой размерности, а второй – в метрической системе. В первом случае оба элемента дюймовые. На основе этого применяются различные обозначения: для дюймового варианта используется стандартная аббревиатура, а для метрического – NPT-E. Метрическую размерность используют для нарезки резьбы при производстве адаптеров и переходников цилиндрической и конической конфигураций с разных сторон.
Конусность равна 1:16, величина угла составляет 3°34’48». Размеры резьбы NPT составляют 1/16 — 24 дюйма. Причем нужно учитывать, что для данных соединений отражают пропускной диаметр, а не наружный.
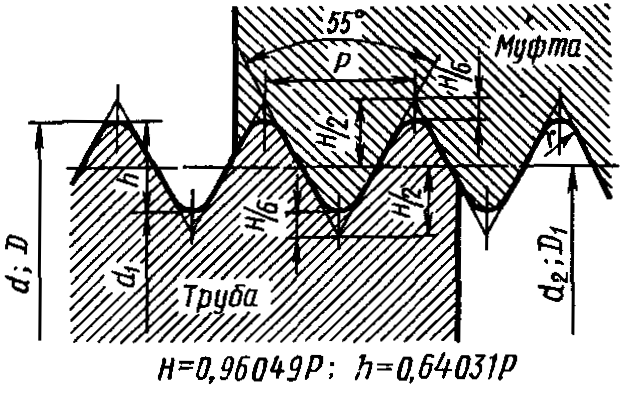
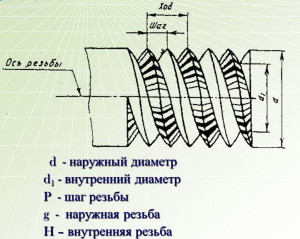
Схемы в ГОСТ отражают два значения длины: рабочей и расстояния между торцом и профилем. Также приводится три значения диаметра: наружный, внутренний и промежуточный. Их обозначают как d, d1 и d2 соответственно. Причем для наружной резьбы используются строчные буквы, для внутренней – заглавные. Шаг витков обозначают P.
Например, для NPT 1/4 рабочая длина и расстояние между торцом и плоскостью составляют 9,5 и 4,06 мм. Внешний, пропускной и промежуточный диаметры равны 1,358, 1,131 и 1,245 см соответственно. Частота витков– 18 на дюйм. Для NPT 1/2 рабочая длина и расстояние от торца до плоскости равны 13,5 и 8,13 мм. Значения наружного, пропускного и промежуточного диаметров – 2,122, 1,832 и 1,978 см соответственно. Частота витков — 14 на дюйм. Для NPT 1/8 рабочая длина и расстояние от плоскости до торца составляют 7 и 4,57 мм. Внешний, пропускной и промежуточный диаметры равны 1,027, 0,877 и 0,952 см соответственно. Данная резьба имеет 27 витков на дюйм. Для NPT 3/4 рабочая длина и расстояние от плоскости до торца составляют 14 и 8,61 мм. Наружный, пропускной и промежуточный диаметры равны 2,657, 2,367 и 2,512 см соответственно. Частота витков – 14 на дюйм.
Для всех вариантов рассматриваемых соединений угол вершины профиля равен 60°. Его высота — 0,86 мм. Шаг для варианта 1/8 равен 0,907, для 1/4 — 1,337, для 1/2 и 3/4 — 1,814 мм. Причем существует взаимосвязь между частотой витков и шагом профиля. Так, для шага 0,907 частота витков равна 28 на дюйм, для 1,337 – 19, для 1,814 – 14.
Резьба трубная коническая
ГОСТ 6211-81
ISO R7; DIN 2999; BS 21; JIS B 0203
Диаметр от 1/16 до 6 дюймов
В условное обозначение резьбы должны входить: буквы (R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы) и обозначение размера резьбы.
Условное обозначение для левой резьбы дополняется буквами LH.Примеры обозначения резьбы:
Наружная трубная коническая резьба 11/2:R 11/2
Внутренняя трубная коническая резьба 11/2:Rc 11/2
Внутренняя трубная цилиндрическая резьба 11/2:
RP 11/2 — левая резьба:R 11/2 LH;Rc 11/2 LH;RP 11/2 LH
Взаимозаменяема с резьбой BSPT
Применяется в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой по ГОСТ 6357-81
Характеристика цилиндрической трубной/дюймовой резьбы относительно метрической
Основные характеристики «дюймовой» и «трубной» цилиндрических резьб по отношению к «метрической» резьбе для основных размеров.
|
Номинальный диаметр резьбы в дм |
Дюймовая резьба |
Трубная резьба |
||||
|
наружный диаметр, в мм |
шаг, в мм |
число ниток на 1″ |
наружный диаметр, в мм |
шаг, в мм |
число ниток на 1″ |
|
|
3/16 |
4,76 |
1,06 |
24 |
— |
— |
— |
|
1/8* |
— |
— |
— |
9,73* |
0,91 |
28 |
|
1/4 |
6,35 |
1,27 |
20 |
13,16 |
1,34 |
19 |
|
5/16 |
7,94 |
1,41 |
18 |
— |
— |
— |
|
3/8 |
9,52 |
1,59 |
16 |
16,66 |
1,34 |
19 |
|
7/16 |
11,11 |
1,81 |
14 |
— |
— |
— |
|
1/2 |
12,7 |
2,12 |
12 |
20,96 |
1,81 |
14 |
|
9/16 |
14,29 |
2,12 |
12 |
— |
— |
— |
|
5/8 |
15,87 |
2,31 |
11 |
22,91* |
1,81 |
14 |
|
3/4 |
19,05 |
2,54 |
10 |
26,44 |
1,81 |
14 |
|
7/8 |
22,2 |
2,82 |
9 |
30,2* |
1,81 |
14 |
|
1 |
25,4 |
3,17 |
8 |
33,25 |
2,31 |
11 |
|
1 1/8 |
28,57 |
3,63 |
7 |
37,9* |
2,31 |
11 |
|
1 1/4 |
31,75 |
3,63 |
7 |
41,91 |
2,31 |
11 |
|
1 3/8* |
34,92 |
4,23 |
6 |
44,33* |
2,31 |
11 |
|
1 1/2 |
38,1 |
4,23 |
6 |
47,8 |
2,31 |
11 |
|
1 5/8* |
41,27 |
5,08 |
5 |
— |
— |
— |
|
1 3/4 |
44,45 |
5,08 |
5 |
53,75 |
2,31 |
11 |
|
1 7/8* |
47,62 |
5,64 |
4 1/2 |
— |
— |
— |
|
2 |
50,8 |
5,64 |
4 1/2 |
59,62 |
2,31 |
11 |
Как разобраться с американской дюймовой резьбой?
Крепеж в метрической системе промаркирован так, что можно установить тип и механические свойства крепежного материала. На головке болта по DIN 931 нанесено 8.8 Это значит, что болт сделан из углеродистой стали. Класс прочности определяет значение предельно допустимых рабочих нагрузок, которые выдерживает крепеж. Дюймовый крепеж промаркирован сложнее. Чтобы разобраться с системой его маркировкой используются специальные таблицы. С их помощью можно узнать механические свойства крепежной детали и марку материала. Чтобы понять, как перевести американскую дюймовую резьбу в метрическую систему, нужно замерять с помощью штангенциркуля наружный диаметр резьбы (в мм), внутренний диаметр и шаг резьбы (измеряется в числе витков на дюйм). Замер нужно делать с точностью до десятых и сотых долей миллиметра. После этого нужно воспользоваться справочными таблицами дюймовых резьб и подобрать совпадение полученной комбинации для того или иного дюймового крепежа.
Как определить диаметр болта в дюймах?

В США крепежные детали изготавливают по стандартам ANSI и SAE, в которых в качестве единиц измерения используются дюймы. Диаметр резьбы до 1/4″ обозначается номерами от №0 до №12, а диаметр свыше 1/4″ выражен целым числом или долей дюйма, например: 1/2″ или 1 3/8″. Поэтому при оформлении заказа на дюймовые болты вам надо знать параметры крепежа в американской системе мер.
Штангенциркулем выполняем замер диаметра резьбовой части метиза. В нашем случае – 9,52 мм. Полученное значение переводим в доли дюйма, используя таблицу, и получаем 3/8″.
| Наружный диаметр, мм | 1,52 | 1,77 | 2,18 | 2,51 | 2,84 | 3,17 | 3,5 | 4,16 | 4,83 | 5,49 | 6,35 | 7,94 | 9,52 | 11,1 | 12,7 | 25,4 |
| Номинальный размер | #0 | #1 | #2 | #3 | #4 | #5 | #6 | #8 | #10 | #12 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 1 |