Приемы точения древесины на станках
Содержание:
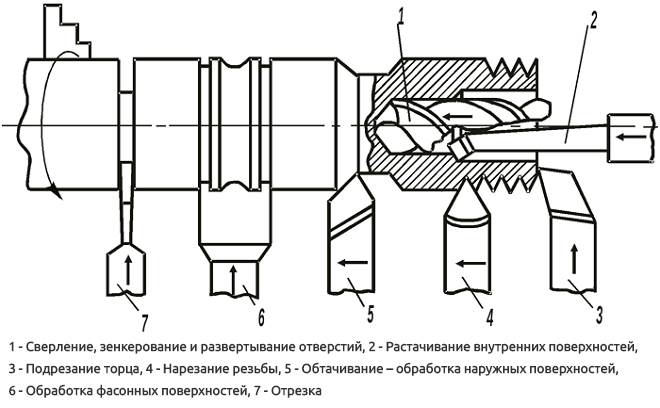
- Разновидности точения и принцип действия
- Основные принципы токарной обработки
- Как сделать своими руками резцы по дереву для токарного станка
- Как самостоятельно изготовить токарные резцы по дереву
- Тонкости выбора
- Устройство токарного станка по дереву
- Приспособления для крепления деревянной заготовки
- Как изготовить резцы?
- Технология работы на токарном станке
- Классификация токарного оборудования
- Инструмент для точения дерева
- Выбор и подготовка заготовки
- Виды резцов для токарного станка
- Установка передней и задней бабки
- Устройство деревообрабатывающего токарного станка
Разновидности точения и принцип действия
Существует более десятка различных видов токарных работ, и отличаются они друг от друга по видам деталей и по их размерам. Следовательно, и видов точения, может быть множество. Но есть три основных метода, на которых базируются все остальные: продольный, поперечный и угловой. Отличаются они направлением перемещения резца по отношению к оси вращения заготовки:
- продольный – резец двигается параллельно оси вращения;
- поперечный – резец двигается перпендикулярно оси вращения;
- угловой (тангенциальный) – резец двигается под произвольным углом к оси вращения.
Какой метод применять – решает уже мастер, исходя из целей, которые перед ним стоят.
Основные принципы токарной обработки
Главным принципом токарной обработки является оптимальное сочетание двух видов движений. Первое – это вращательное, которое производится благодаря использованию электрического двигателя и системы передач, второе – поступательное, в основном ручное, для подачи необходимого токарного инструмента. Этот принцип работы заложен во всех разновидностях токарных станков. Он позволяет работать с деталями самых сложных конфигураций. Обработка на токарных станках осуществляется следующими типами инструмента:
- стамески;
- реймеры;
- мейслеры;
- резцы.
Каждый токарный станок имеет свою систему крепления. Он может быть снабжён дополнительным оборудованием, расширяющим его возможности по обработки различного вида древесины.

Для точной подачи деревянной болванки используется специальный подручник. Он позволяет устанавливать её в требуемом положении с соблюдением необходимой центровки. Правильной и качественной токарной обработке способствует точно установленный угол у валика.
Как сделать своими руками резцы по дереву для токарного станка
Многие мастера предпочитают не приобретать резцы в магазине, а изготовить инструменты для резьбы по дереву своими руками. Изготовить мейсер и рейер несложно. Для этого можно воспользоваться отработанным материалом в виде напильников и рашпилов. Данные изделия имеют необходимые размеры, прочность, качество материала и марку стали. Для придания напильнику необходимой формы используется заточной станок. Затем на изделие набивается выточенная ручка, оснащенная крепежным кольцом.
Самодельные токарные резцы по обработке древесины: 1 — для глубокой обработки, 2 — для чистой обработки, 3— фасонного точения, 6 —отрезной, 5— расточной, 6 — для точения шариков, 7— для торцевого фасонного точения, 8 — резец с ограничителем
Своими руками резцы по дереву можно сделать из автомобильных рессор или прутков арматуры. Эти материалы имеют необходимую твердость. Однако с данным инструментом необходимо быть предельно осторожным при дальнейшей его эксплуатации. Испытание следует проводить вначале на мягких породах древесины типа тополя или липы. Далее проводится визуальный осмотр инструмента на наличие трещин и сколов. Если они отсутствуют, тогда выполненные своими руками резцы по дереву для токарного станка можно использовать для твердых пород древесины.
При изготовлении инструмента для работы с деревом важно соблюдать определенные рекомендации. Выбор длины тела должен быть основан на возможности полноценного его захвата кистью руки, упора на подлокотник
Здесь также следует учитывать расстояние между подлокотником и заготовкой и запас на затачивание и износ. Оптимальной считается длина от 20 до 30 см. Длина хвостовика должна быть рассчитана таким образом, чтобы исключить вероятность его вырывания из рукоятки.
Полезный совет! Если для изготовления резцов используется напильники или рашпили, длина хвостовика должна быть увеличена в 1,5-2 раза.
Каждый человек сможет изготовить самодельные резцы, которые станут незаменимым помощником для обработки поверхностей
Толщина рабочей части инструмента должна рассчитываться с учетом того, чтобы не допустить в процессе обтачивания заготовки его повреждения
Поэтому данное значение должно быть максимальным, что особенно важно для заготовок большого диаметра. Рукоятка резца должна быть не менее 25 см
Если это значение будет меньше, то при выполнении процесса точения инструмент будет тяжело держать в руках, что негативно повлияет на качество работы. Более подробно изучить процесс, как сделать резец по дереву своими руками можно на специализированных сайтах в сети интернет.
Как самостоятельно изготовить токарные резцы по дереву
Многие любители самостоятельно работать с деревом, предпочитают изготавливать самодельные резцы для токарного станка по дереву в своей мастерской. Владея определёнными навыками слесарных работ изготовить токарную стамеску или рейер по собственным чертежам не составляет большого труда. Для этого необходимо:
- выбрать заготовку из подходящего металла;
- провести её предварительную обработку для придания необходимой геометрической формы;
- заточить режущую часть с соблюдением всех углов и направлений заточки;
- изготовить ручку;
- собрать всю конструкцию.
Заготовка для токарного резца по дереву выбирается из различных марок стали. Основным требованием к ним является необходимый уровень жёсткости и прочности. Наиболее применяемыми считаются заготовки, выполненные из углеродистой инструментальной стали. В ней содержание углерода не превышает 0,7%. К ним относятся: У8, У10 и У12. По своим физическим и механическим характеристикам они полностью удовлетворяют предъявляемым требованиям.
Кроме заранее подготовленных болванок применяют подручный материал, который может быть достаточно легко найден. К таким изделиям относятся стальные инструменты, бывшие в употреблении. Например, листы автомобильных рессор, утративших свои характеристики напильники, обрезки листового проката. Отдельные изделия обладают повышенной прочностью и достаточно трудно поддаются обработке (особенно прошедшие термическую закалку во время изготовления особенно в условиях крупного производства). Для снижения трудозатрат целесообразно выбирать заготовку, геометрическая форма которой наиболее близка к конфигурации будущего изделия. Это избавит от необходимости применять сложные технологии.
Для работы с заготовками, токарных резцов, из марок стали обладающих повышенной прочностью, необходимо произвести предварительный нагрев. Используя свойства металла придать будущему изделию требуемую форму. Затем производят обработку режущей кромки до заданного уровня. После завершения всех операций производят закаливание готового резца. Процедура закаливания заключается в нагреве режущей кромки токарного резца с последующим быстрым охлаждением. Такой нагрев можно произвести в условиях домашней мастерской с применением газовой горелки или паяльной лампы. Быстрое охлаждение производят в ёмкости с жидкостью: например, водой или машинным маслом. Получается своеобразный домашний цех термической обработки.
Охлаждение заготовок токарного резца из высоколегированных и высокоуглеродистых сталей не следует производить в воде. Это вызывает повышенное внутреннее напряжение на различных уровнях металла. В конечном итоге приводит к появлению серьёзных дефектов. После изготовление токарного инструмента его возможности проверяю сначала на деревянных заготовках простой формы, желательно из мягких пород. Это поможет выявить все недоработки и недочёты возникшие в процессе производства и избежать порчи основных изделий.
Что необходимо для изготовления резцов
Изготовление токарных резцов этого класса не представляет особого труда при наличии трёх составляющих: подходящего материала, заточного оборудования и определённых слесарных навыков.
Для придания изделию заданной формы и создания качественной режущей кромки необходимы заточной станок или шлифовальная машина. В обоих случаях необходимо иметь несколько абразивных кругов различной зернистости. Окончательную доводку производят вручную, зафиксировав резец в тисках с помощью напильников или надфилей. На начальном этапе используют камень с наиболее крупным зерном, позволяющим наметить основные контуры будущей режущей кромки. Далее переходят к камню с самым мелким зерном. Все инструменты должны быть проверены, а камни тщательно закреплены.
Чаще всего профессионалы применяют заточку в несколько этапов. На начальном этапе изготовление резца производится на обдирочном круге. Затем постепенно переходят к более точной обработке. Для предотвращения перегрева в процессе обработки металлическую деталь поливают машинным маслом.
Тонкости выбора
Если работа с деревом – лишь приятное хобби и в вашем распоряжении нет целой мастерской с полным арсеналом всех инструментов, то выбор станка критически важен
Есть ряд параметров, обратив внимание на которые, вероятность неудачного выбора снизится в разы
На что следует обратить внимание при выборе
Чаще всего для удовлетворения творческого зуда приобретаются весьма компактные устройства настольные токарные станки. Конечно, по точности и мощности двигателя они не сравнятся с мощными промышленными аналогами, зато цена таких устройств приемлемая.
При выборе внимание стоит обратить на такие параметры станка как:
максимально допустимые габариты обрабатываемой заготовки. В документации на станок обязательно указывается диаметр обточки (максимальный размер заготовки в поперечном направлении) и длина станины (предельно допустимая длина заготовки);

Компактный токарный станок не сможет обработать длинную заготовку
- мощность – грубо говоря, чем устройство мощнее, тем лучше, но с ростом мощности растут и габариты станка. Так что нужно найти золотую середину;
- материал, из которого изготовлена станина, а также материал рамы. С точки зрения устойчивости оптимальными можно считать модели с рамой из стали и станиной из чугуна. Правда, вес таких станков довольно велик, так что если планируется его частое перебазирование, то лучше выбрать более легкую модель;

Основные элементы промышленного станка
Что касается устройства, то ключевыми элементами токарного станка можно назвать:
- держатель резца – позволяет надежно зафиксировать резец и во время работы перемещать его в 2 направлениях (вдоль заготовки и в поперечном направлении);
- передняя бабка – в обычных станках она расположена слева (если токарь правша). В ее состав входят такие элементы как приводной механизм и шпиндель, центр которого при работе вращается, заставляя вращаться и заготовку.

Слева направо: передняя бабка, резцедержатель, задняя бабка
Какие понадобятся резцы
Даже для того, чтобы изготовить такой простой элемент как точеные ножки для стола из дерева понадобится несколько разных типов резцов.
Желательно, чтобы в арсенале токаря-любителя были:
полукруглые резцы – они понадобятся для обработки начерно, например, для того, чтобы заготовку в виде параллелепипеда превратить в цилиндрическую. Также полукруглые резцы могут использоваться и для чистовой обработки, резцы небольшой ширины (не более 20 мм) могут использоваться для создания декоративных канавок в заготовке, а широкие модели (до 50 мм) используются для обработки крупных вогнутых поверхностей;

Форма режущей части
- плоский резец может использоваться для снятия фаски, обработки закруглений. Режущая часть имеет 2-стороннюю заточку, образует с боковой гранью угол до 70ᵒ;
- для обработки внутренних поверхностей (такие изделия как точеные вазы из дерева без этого изготовить невозможно) понадобятся фасонные резцы;
- также могут применяться резцы в виде крючков.
Если же подходящего резца нет под рукой, его всегда можно изготовить самостоятельно из старого напильника или обычной стамески по дереву. Ошибка в пару градусов при заточке серьезно на результате работы не скажется.

Набор резцов
Иногда приходится вручную дорабатывать покупные резцы. Например, когда необходимо сделать прорезь в заготовке, то при использовании обычного резца боковые внутренние части получаются довольно грубыми. Исправить это можно довольно просто – достаточно просто сделать заточку по бокам резца.
Устройство токарного станка по дереву
Этот агрегат включает в себя несколько главных узлов. Каждый из них выполняет определенную функцию. Для изготовления самодельного устройства потребуется более подробно ознакомиться со структурой этих элементов.
Домашний токарный станок, который изготавливается своими руками, позволит значительно сэкономить на покупке такого дорогостоящего оборудования
Станина. Основа любого станка, в том числе и деревообрабатывающего. Данный узел обеспечивает устойчивость конструкции на рабочей поверхности, а также способствует фиксации отдельных элементов станка. Благодаря станине все составляющие располагаются в нужных местах.
Важно запомнить, что стационарные устройства имеют более габаритную станину, оснащенную ножками. В свою очередь, настольные агрегаты имеют более компактную основу, что делает их мобильными
При производстве станка по дереву своими руками нужно уделить особое внимание этому узлу, так как от него зависит точность и эффективность работы конструкции в целом
Передняя бабка. Этот узел выполняет очень важную функцию: обеспечивает вращение деревянной болванки во время ее обработки. Заготовка фиксируется в патроне, расположенном в шпиндельном валу. Стоит отметить, что некоторые малогабаритные станки включают в себя переднюю бабку, которая может двигаться по направляющим основы (станины). Ее перемещение позволяет отрегулировать расположение отдельных деталей относительно друг друга.
Когда деталь подвергается обработке, переднюю бабку токарного станка надежно закрепляют. Модели, которые относятся к стационарным, нередко совмещают этот элемент со станиной, что делает его полностью неподвижным.
Схема токарного станка по дереву
Задняя бабка. Этот узел, входящий в состав деревообрабатывающей конструкции, не является статичным. Он выполняет очень важную функцию: фиксирует в нужном положении болванку во время ее обработки. Закрепление заготовки посредством заднего узла учитывает ее прижим к патрону. Благодаря тому, что задняя бабка способна свободно перемещаться по направляющим элементам станины, обеспечивается фиксация и обработка деталей разной длины.
Суппорт. Очень важный элемент конструкции, благодаря которому реализуется перемещение резца. Причем последний может иметь различное расположение по отношению к шпинделю. В большинстве самодельных устройств такого типа данную функцию выполняет подручник, надежно закрепленный в рабочем положении.
Эта часть станка способна перемещаться по направляющим основы (станины). Малогабаритные настольные устройства, как правило, подразумевают использование такого элемента, как упор для резцов.
Суппорт универсального токарного станка предназначен для перемещения закрепленного резца вдоль оси шпинделя
Таким образом, как серийный, так и самодельный станок является довольно сложной конструкцией. Любой агрегат для обработки дерева включает в себя несколько взаимосвязанных между собой узлов. Перед тем как сделать токарный станок по дереву своими руками, необходимо четко понять назначение его составляющих.
Приспособления для крепления деревянной заготовки
Наиболее часто употребляемое приспособление для крепления болванки — поводковый патрон. Чаще всего для токарных работ по дереву используется два вида таких приспособлений.
Схема патрона с зубцами
Первый вариант такого устройства — патрон с зубцами. Крепится заготовка в таком приспособлении следующим образом: следует просверлить небольшое отверстие в отмеченном центре болванки, вставить в него центральный зуб патрона, конечно, предварительно сняв его (патрон) со шпинделя, после чего следует слегка ударить по хвостовику приспособления, тем самым вгоняя остальные зубцы в древесину.
Таким способом размечается место установки болванки в патрон. Устанавливаем его на шпиндель, после чего устанавливаем заготовку согласно разметке, поджимаем пинолью задней бабки — можно начинать точение дерева.
Второй вариант поводкового крепления деревянной болванки — использование планшайбы. Такое приспособление представляет собой металлический круглый диск. В середине расположено отверстие для надевания и крепления на шпинделе токарного станка.
По всей площади диска в правильном порядке располагаются сквозные отверстия. Через эти отверстия болтами или шурупами (саморезами) заготовка и крепится к планшайбе. Предварительно нужно отметить центр заготовки, а потом её устанавливать. Без использования планшайбы не обойтись, когда требуется точение дерева торца заготовки, и задней бабкой для упора уже не воспользоваться.
https://youtube.com/watch?v=_51wgZE_cDA
Как изготовить резцы?
Стоимость наборов качественных моделей высока, а самостоятельно их изготовить не составит труда. Тем более, что профессионалы предпочитают изготавливать инструмент своими силами.
Для изготовления резцов по дереву своими силами необходим электрический станок для заточки металлических инструментов или болгарка с отрезными и шлифовальными дисками.
Лезвия для резца по дереву можно изготовить из высококачественной стали.
Это может быть:
- Сверло.
- Скальпель.
- Советские напильники особенно широко применяются для изготовления самодельных резцов.
- Лезвие ножовки по металлу.
- Лезвие циркулярной пилы, углеродистая сталь так же популярна, ведь заточенные резцы из углеродистой стали дольше прочих держат заточку.
Процесс создания резца несложен:
- Первым делом болгаркой (УШМ) нарезаются полосы нужного размера.
- Болгаркой или электрическим точильным станком формируется необходимая форма лезвия.
- После посредством смены зернистости абразивных дисков затачивается заготовка и острие резца готово. Остается лишь оформить рукоятку. Наиболее твердая древесная порода – дуб отлично подходит для изготовления рукоятки. Также популярны береза и яблоня, которые не сильно уступают в своей податливости при обработке.
Лезвие помещается наполовину, раскроенного вдоль, бруска-заготовки будущей рукоятки и приклеивается столярным клеем. Можно также выбрать выемку в бруске, точно повторяющую форму острия. После бруски зажимают под прессом и склеиваются. Происходит обточка рукоятки до эргономичной формы и обжигается газовой горелкой, обрабатывается маслом или лакируется.
Оптимальными размерами рукоятки принято считать длину около 12 см, а заготовка под рукоять, может быть сечения 22*22–24 мм. После ошкуривания рукоятки на стамеску надевается зажимное кольцо, которое надежно фиксирует лезвие в деревянной ручке.
Важным этапом подготовки резца по дереву является его заточка.
Углы заточки фасок равны для всех видов резцов и достигают порядка 18–25 градусов. Длина острия в среднем равна 20–35 мм. Для сохранения остроты лезвия в процесс работы оно периодически охлаждается в емкости с холодной водой.
Заточка выполняется следующим образом:
- Посредством точильного бруска, периодически смачиваемом водой.
- Заточка на менее зернистом бруске и на наждаке самой малой зернистости.
- Полировка кожаным ремнем с пастой ГОИ. Паста ГОИ продается в любом автомобильном или хозяйственном магазине.
Технология работы на токарном станке
Желательно, чтобы рабочее место перед токарным станком было оборудовано для конкретного работника — под его рост. Обрабатываемая деталь должна находиться на уровне локтя. Прежде чем начать работать, токарь должен занять устойчивую и удобную стойку перед станком.
Деревянную заготовку нужно надежно закрепить либо в центрах, либо на планшайбе. Дальше следует подвести подручник поближе к заготовке, провернуть вал с болванкой — она не должна его задевать. Верхняя часть подручника должна располагаться миллиметров на пять ниже оси вращения.
Теперь можно запустить двигатель. Чем более чистовая работа производится, тем больше должна быть скорость вращения шпинделя. Упираем тело полотна стамески в подручник, медленно приближаем резец к вращающейся заготовке. Снимать стружку надо тонким слоем, нельзя позволять резцу глубоко проникать в тело болванки — это небезопасно. Одной рукой держат полотно стамески, а другой — её рукоять. Желательно плотно прижимать локоть к телу, таким манером создается более сильный и неподвижный упор.
Классификация токарного оборудования
Классификация токарных станков, которая была разработана еще в советское время, причисляет такие агрегаты к первой категории оборудования, предназначенного для обработки заготовок из металла. Согласно данной классификации, все виды токарных станков причисляются к одной из следующих категорий:
- автоматические и полуавтоматические токарные агрегаты с одним шпинделем;
- многошпиндельные станки: автомат и полуавтомат;
- револьверные модели;
- станки отрезной группы;
- карусельные модели;
- лобовое и винторезное оборудование;
- многорезцовые и полировальные агрегаты;
- специализированные станки, которые могут быть обычными и автоматическими;
- устройства специального назначения.
Основные виды токарных работ
По степени точности обработки производятся следующие типы токарных станков:
- особой точности — С;
- высокой точности — В;
- нормальной точности — Н;
- особо высокой точности — А;
- повышенной точности — П.
От того, к какой категории принадлежит токарный станок, зависят его функциональные возможности, и, соответственно, сфера применения. Узнать об основных технических возможностях станка можно и по его маркировке, которая включает в себя следующее:
- начальную цифру «1», свидетельствующую, что это именно токарный станок, а не какой-либо другой;
- вторую цифру, указывающую на тип, к которому относится токарный агрегат;
- третью цифру (а в некоторых моделях и четвертую) — это самый основной параметр станка, который характеризует высоту его центров.
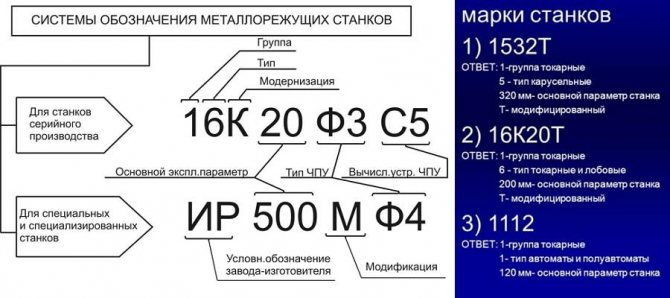
Расшифровка маркировки токарных станков (нажмите, чтобы увеличить)
Присутствуют в маркировке таких агрегатов и буквенные обозначения, которые определяют его конструктивные особенности: уровень его автоматизации, точности, модификацию, оснащенность системой ЧПУ. К примеру, маркировка модели токарного станка 1И611П расшифровывается следующим образом: буква «И» говорит о том, что это устройство токарно-винторезной группы; буква «П» — станок повышенной точности; высота центров у данной модели соответствует значению 110 мм. Догадаться о том, какой категории перед вами токарный станок, можно и по фото модели.
Инструмент для точения дерева
Чаще всего для обработки древесины на станках используются токарные стамески. По сравнению с обычными стамесками токарные имеют более удлинённые ручки, их резцы изготавливаются только из высококачественной инструментальной стали. То есть стамеска состоит из двух частей — ручки и, насаженного на неё, металлического полотна с заточенным под определённым углом или обоюдоострым лезвием.
Для разных задач существуют разные типы стамесок. Новичку в токарных делах для того, чтобы начать работать с деревом, достаточно научиться владеть вот этими двумя стамесками:
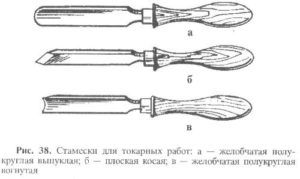 Стамески для токарных работ
Стамески для токарных работ
- рейером — у этой стамески полукруглое лезвие, которое изготавливается из толстой пластины, она предназначена для черновой обтачки заготовки;
- мейселем — этот вид стамесок предназначен для чистовой обработки детали, лезвие заточено наискось, причём с обеих сторон.
Большую часть остальных типов токарных стамесок причисляют к фасонным инструментам. Ими придаётся окончательный вид выточенной детали. К примеру, на выточенной солонке можно вырезать декоративные канавки. Вот некоторые виды таких стамесок:
- стамеска-крючок — таким резцом можно выточить в торце заготовки углубление;
- стамеска-гребёнка — с её помощью можно нарезать внутреннюю и внешнюю резьбу или же нанести множество декоративных канавок;
- стамеска-кольцо — ею можно делать то же самое, что и при помощи крючка.
Видов фасонных резцов существует великое множество. Опытные токари под конкретную задачу придумывают свои резцы, и изготавливают их сами.
 Резцы для точения древесины
Резцы для точения древесины
Выбор и подготовка заготовки
Основа будущего изделия – брусок квадратного сечения. Брусок должен быть без сучков, без трещин и прочих механических повреждений. С помощью линейки и карандаша намечают центры. Найти центр несложно, достаточно начертить по две диагонали на каждом торце бруска.
Прежде чем крепить болванку в токарный станок, ей надо придать форму, близкую к цилиндрической. Не стоит пытаться обточить цельный брусок, можно сломать инструмент или травмироваться в случае вылета крупных щепок. Но и создавать идеальный цилиндр необязательно, достаточно срезать углы, превратив брусок в восьмигранник. Это можно сделать топориком или рубанком.
Иногда в качестве основы используют не брусок, а заготовку, имеющую сечение, близкое к кругу, например обрезок полена. В данном случае используется несколько другая технология. Придавать полену круглую форму не придется, но возникают трудности в поиске центров. Тут не обойтись без специального инструмента плотника – центроискателя.
Виды резцов для токарного станка
Изображение № 2: разновидности токарных резцов по металлу (схема)
Виды резцов для токарного станка прописаны в ГОСТе. По документу изделия относятся к одной из следующих категорий:
- цельнопаяные из легированной/инструментальной стали;
- с напаянной пластиной;
- со съемной пластиной.
По направлению рабочего движения классифицируют токарные инструменты левого и правого типов.
Твердосплавные пластины режущих кромок изготавливаются из стали марок ВК8, Т5К10, Т15К6, Т30К4 и др.
Виды фасонных резцов
Фасонные токарные резцы используют для вытачивания деталей сложных форм, а также вырезания фасок. Часто подобные изделия изготавливают на заказ (под конкретные детали), что оправдано только для серийных производств. Есть несколько типовых разновидностей инструмента.
Фотография № 1: процесс обработки заготовки фасонных резцом
- Стержневые — подходят для обработки коротких поверхностей. Имеют небольшую высоту рабочей части.
- Призматические — предназначены для работы со сложными поверхностями. Крепятся на держателях типа «ласточкин хвост».
- Круглые — адаптированы для обработки наружных и внутренних частей деталей. Для крепления предусмотрены специальные держатели.
Виды проходных резцов
Проходного типа резцы привлекают для обработки торцов заготовок и снятия фасок. Изделия бывают двух основных разновидностей: прямые и отогнутые. Также выделяют проходные упорные изделия отогнутого типа. Их используют для работы с цилиндрическими заготовками. За один цикл инструмент снимает с материала значительный объем лишнего металла.
Фотография № 2: процесс обработки заготовки фасонных резцом
Фотография № 3: отогнутый проходной резец
Фотография № 4: отогнутый упорный проходной резец
Виды отрезных резцов
Отрезные резцы получили наиболее широкое распространение. Изделия используют для нарезания заготовок под углом 90 градусов и выполнения канавок разной глубины. Визуально отличить этот вид инструмента можно по тонкому основанию с напаянной на него твердосплавной пластиной. Основные виды резцов отрезного типа: право- и левосторонние.
Фотография № 5: отрезные резцы
Виды резьбонарезных резцов
Изделия предназначены для нарезания наружной и внутренней резьбы. Первые имеют режущую пластину в форме копья. Вторые внешне похожи на расточной инструмент и комплектуются державками квадратного сечения. Изделия подходят для выполнения резьбы только в крупных отверстиях.
Фотография № 6: резцы для внутренней резьбы
Фотография № 7: резцы для наружной резьбы
Виды расточных резцов
Изделия для оформления глухих отверстий комплектуются режущей пластиной треугольной формы. Рабочая часть имеет изгиб.
Фотография № 8: расточные резцы для глухих отверстий
Инструмент для сквозных отверстий подходит для расточки ранее просверленных углублений. При этом глубина отверстия определяется длиной державки. Снимаемый слой металл примерно равен отгибу рабочей части резца.
Фотография № 9: расточные резцы для сквозных отверстий
Сборные резцы по металлу
Классификация видов токарных резцов будет неполной без упоминания инструмента сборной конструкции. Подобные изделия считают универсальными, поскольку они могут комплектоваться режущими пластинами различного назначения. Обычно подобные изделия устанавливают на станки с программным управлением и предназначают для контурного точения, выполнения глухих и сквозных отверстий и других специализированных работ по металлу.
Фотография № 10: сборные резцы по металлу
Установка передней и задней бабки
Одни из самых главных деталей станка — это передняя и задняя бабки. Между ними зажимается заготовка. Передняя бабка непосредственно осуществляет вращение изделия.
Важно!
Для изготовления основы передней бабки – шпиндельного вала — необходимо обратиться к профессионалам токарям по металлу или найти готовую деталь или в целом готовые модули бабок в специализированных магазинах.
Конструкция передней баки состоит из двух подшипников типа S, V или U, которые крепятся болтами к станине вала, выточенного, из углеродистой стали диаметром 40 мм, патрон для зажима детали.
Вал оборудован тремя или четырьмя штифтами, которые способствуют ликвидации вибрации. Вал пропускается через подшипник и на него крепят штифты с креплением шпонкой или другим фиксатором цилиндрических деталей, после вал закрепляется на втором подшипнике, который уже намертво притягивается болтами к стальным уголкам или доске станины.
Задняя бабка также производит вращательные движения, однако не приводит изделие в движение. Особенно важным является зафиксировать заднюю бабку на одной оси с передней, ведь от этого будет зависеть вся последующая работа.
Справка. Для последующего контроля оси переднюю бабку можно сконструировать с юстировочными винтам, которые позволят незначительно изменять ось вращения передней бабки.
Задняя бабка состоит из следующих элементов:
- Основание из стального уголка или аналогичного материала, подобное основанию передней бабки.
- Направляющая труба.
- Внутренняя трубка или пиноль. Изготавливается таким образом, что ее можно поместить в направляющую трубу, а после пропустить через пиноль приводной винт.
- Приводной винт. Винт с гаечной резьбой под трубку пиноли. Для крепления маховика на задней части предусматривается 8 мм резьба.
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
















