Как паять полипропиленовые трубы: описание процесса и рекомендации, полезное видео
Содержание:
- Подготовительные работы
- Инструменты для работы
- Виды и назначение
- Технология пайки
- Альтернатива сварке
- Инструкции нагрева, значение времени воздействия
- Преимущества и недостатки трубопроводов
- Проведение работ
- Последовательность работ и некоторые тонкости процесса сварки
- Гидравлические испытания
- Как паять правильно
- Инструкция по сварке
- Технические параметры пайки ПП изделий
- Температура и механические свойства полипропилена
- Избавляемся от жира на торцах
- Пайка термоэлектрическими фитингами
Подготовительные работы
Перед монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.
Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Инструменты для работы
Паяльник
Пайка (или сварка, тут уже как вам больше нравится — принцип все равно один и тот же) полипропиленовых изделий при прокладке коммуникаций осуществляется с помощью специальных приспособлений – паяльников. Эти устройства достаточно просты, но при этом они позволяют эффективно сваривать пластик с относительно невысокой температурой плавления.

Внешний вид и основные элементы конструкции
Конструкция паяльника включает такие детали:
- нагревательный элемент – наиболее важная часть, к которой крепятся насадки для свариваемых элементов;
- корпус – внутри располагается электрическая часть, отвечающая за нагрев паяльника;
- рукоятка – используется для манипуляций с устройством, обтягивается материалом с низкой теплопроводностью;
- регулятор нагрева – позволяет подбирать оптимальную температуру для работы с тем или иным материалом;

Регулятор нагрева универсальной модели
основание – платформа, позволяющая усаливать паяльник на пол для более комфортной работы.
Выбирать паяльники нужно, ориентируясь на несколько факторов:
- Первый, и самый главный – мощность. Для бытового использования я не рекомендую брать слишком мощные изделия: при сварке труб до 75 мм вам «с головой» хватит 600 – 900 Ватт. Если же вы планируете заниматься монтажом полипропиленовых трубопроводов на профессиональной основе и сваривать трубы диаметром более 100 мм, то стоит потратиться и приобрести модель, рассчитанную на 1,2 — 2 кВт.

Профессиональная модель с большой мощностью
- Следующий параметр – страна-изготовитель. В моем личном рейтинге первое место занимают Германия (Rothenberger) и Чехия (Dytron), которые делают действительно хорошие устройства с солидным запасом надежности. За ними следует Турция (Candan, Valtec и аналоги) – здесь есть как отличные, так и почти полностью провальные модели. Замыкает список Китай и примкнувшие к нему производители под якобы некитайскими брендами – Энкор, Fora, Sturm.

Устройство от компании Rothenberger (Германия)
Наконец, очень важно оценить субъективное удобство: для этого достаточно взять паяльник в руки и примериться к нему. Сюда же стоит отнести и качество исполнения отдельных элементов: ручка не должна нагреваться, индикаторы обязаны быть достаточно яркими и т.д.
И только в последнюю очередь нас будет интересовать цена: самые дешевые модели стоят от 1500 рублей, а вполне работоспособный аппарат среднего класса можно приобрести за 3 – 3,5 тыс
руб.
Другие приспособления
Пайка труб из полипропилена предполагает использование и других приспособлений.
В первую очередь это инструменты, которые используются для работы с трубами:

Ножницы-труборез
- пила по пластику;
- ножницы-труборез (обеспечиваю более ровную линию отреза);
- завистные приспособления (применяются для удаления металлизированного слоя и выравнивания торцов);

Фото приспособления для зачистки
насадки для паяльника.

Набор сменных насадок
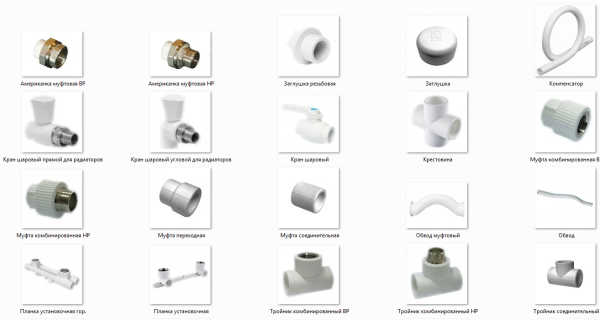
Основные разновидности фитингов для сварного монтажа трубопроводов из полипропилена
Кроме того для формирования соединения используются фитинги. Краткий перечень деталей, которые используются чаще всего, я приведу в таблице ниже.
Таблица часто используемых фитингов
| Фитинг | Назначение |
| Муфта прямая | Удлинение трубопровода за счет наращивания отрезка трубы равного диаметра. |
| Переходник | Соединение двух труб разного диаметра. |
| Муфта резьбовая | Оформление конца трубопровода для резьбового соединения. |
| Отводы | Оформление поворотов трубопровода на 90 и 45 градусов. |
| Отводы ниппельные | Оформление поворотов трубопровода с изменением диаметра трубы. |
| Заглушка/втулка | Формирование глухого отвода трубопровода. |
| Тройники/крестовины | Пайка трех или четырёх труб соответственно. |
Кроме того, для монтажа конструкции на стену понадобься хомуты (пластиковые или металлические с резиновыми вкладками), а также монтажные пластины.
В качестве запорной арматуры применяются шаровые краны разного диаметра.

Можно сразу крепить запорную арматуру, не используя резьбовые соединения
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
-
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
https://youtube.com/watch?v=fKf2kG7gHvw
Технология пайки
Часть 1. Подготовка изделий
Как видите, список оснащения достаточно скромный, потому приобрести все необходимое для выполнения работы своими руками не составит труда.
Теперь давайте уделим внимание процедуре подготовки труб к сварке:
Резка трубы специальным приспособлением
- Для начала подбираем трубу и фитинг соответствующего диаметра. Здесь можно «закрыть» глаза на незначительные погрешности в отклонении диаметров этих деталей: все равно нам еще предстоит провести сварку с расплавлением пластика.
- Трубу обрезаем с использованием пилы для полимерных материалов или специального трубореза. Настоятельно рекомендую второй вариант: линия отреза получается на порядок ровнее и чище, и не придётся тратить время на удаление заусенцев.
Зачистка свариваемого конца
- Если выполняется пайка армированных труб, то слой из алюминиевой фольги нужно обязательно удалить на всю долину свариваемого участка. Делать это можно и ножом, но опять же – куда проще использовать специальное приспособление.
- Наконец, внутреннюю поверхность фитинга и наружную поверхность участка трубы, предназначенного для пайки, обезжириваем любым растворителем (лишь бы он не разъедал пластик). После этого крайне нежелательно браться руками за очищенные участки.
Для обезжиривания отлично подойдет самая простая спиртовая салфетка
Часть 2. Нагрев
Итак, паяльник у нас есть, трубы готовы, и впереди ждет инструкция, следуя которой мы и будем работать:
- На паяльник устанавливаем пару насадок, диаметр которых соответствует диаметру трубы и фитинга. Для трубы используется насадка в виде удлиненного пустотелого цилиндра (гильза), для фитинга – стержневая (дрон).
Паяльник с установленными насадками
- Затем выставляем нужную температуру. Если модель используется только для полипропилена, то регулятора нагрева может не быть вообще – такие паяльники работают только в одном режиме. На универсальных устройствах, которые паяют и полипропилен, и полиэтилен, выставляется температура в 2600С (+/- 5 градусов).
- Теперь присоединяем свариваемые детали – фитинг надеваем на дрон, а трубу вставляем в гильзу. Для выполнения этой операции необходимо приложить усилие, поскольку обычно насадки делаются в виде обратного конуса с углом наклона стенки в 4 -6 градусов. За счет этого обеспечивается плотный прижим трубы к нагревающейся поверхности.
Слева — установленный фитинг, справа — труба в гильзе
Стоит заранее отметить размер будущего сварочного шва
Теперь начинаем нагрев деталей
Здесь очень важно правильно подобрать время нагрева: если оно будет недостаточным, то пластик не размягчится, и прочность соединения будет снижена. При перегреве возможна деформация трубной стенки, вплоть до образования сквозных отверстий, что тоже недопустимо – придётся обрезать трубу и менять фитинг.
Таблица пайки полипропиленовых труб, которая подходит для абсолютного большинства паяльников
Удерживаем детали в течение выбранного времени
- Параметры нагрева, удержания и охлаждения подбираем по таблице, приведенной ниже. Со своей стороны отмечу, что тонкостенную трубу PN10 нужно греть в два раза меньше (фитинг греем строго по таблице).
- Также на 50% следует увеличить время нагрева, если монтаж ведется на улице или в неотапливаемом помещении пи температуре окружающего воздуха ниже +50С.
Часть 3. Формирование неразъемного соединения
По истечении выбранного времени детали снимаем с насадок (делать это нужно одновременно) и максимально быстро вставляем трубу в фитинг:
Стыковка деталей
- Если мы работаем с уже закрепленным трубопроводом, то стоит заранее предусмотреть, куда будет «смотреть» отвод или крестовина – все дело в том, что для обеспечения максимально надёжного соединения детали нужно стыковать без вращения. Так что допускаются только минимальные корректировки положения.
- После завершения соединения удерживаем детали без нагрузки до тех пор, пока пластик не остынет.
Сварное соединение с муфтой в разрезе. Четко видна монолитная структура стенки
- Время остывания у разных труб различается – его также можно узнать по таблице, приведенной в этом разделе.
https://youtube.com/watch?v=Jytd2grNuN0
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.
После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Инструкции нагрева, значение времени воздействия
Решая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе
Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
- продолжительность нагрева;
- время, в течение которого должен быть зафиксирован стык;
- продолжительность паузы, по истечении которой допускается продолжить операцию по сварке соединяемых элементов.
Факторы, способные повлиять на качество работ
 Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Преимущества и недостатки трубопроводов
Трубная система PPR является единственной в своём роде пластиковой системой, в которой трубы и фитинги состоят из одного и того же материала, что снижает вероятность отказа, такие системы рассчитаны на срок более 50 лет. Преимущества:
- Трубы PPR устойчивы к коррозии, в их случае отложений ржавчины или известняка не происходит.
- Трубы не пропускают ультрафиолетовые лучи, поэтому внутри их не образуются водоросли или бактерии.
- Сопротивление труб не позволяет изменять вкус или запах воды.
- На месте сварки не образуется утолщения.
- Они обеспечивают экономию в 70% при выполнении строительно — монтажных работ из-за минимальных технологических потерь.
- Они подходят для использования при температурах от -20 oc до + 95 oc.
- Продукт, полученный из отходов сырой нефти (пластик является побочным продуктом), PPR полностью утилизируется.
- Изоляция в 35 раз выше, чем у меди, что делает её энергосберегающим продуктом.
- Все фитинги привариваются к трубе и поэтому не подлежат повторному использованию.
Недостатки трубопроводов PPR:
- Они не предназначены для наружной установки, где они подвергаются воздействию прямых солнечных лучей.
- Если установки выполнены, продукт должен быть специально окрашен для защиты от солнца, высушивающего содержание масла, присутствующего во всех пластмассах.
- Реконструкция и ремонт систем труб PPR можно выполнять только с помощью инструмента для сварки плавлением.
Области применения пластиковых труб:
- водопроводные сети;
- оросительные трубы;
- горная техника;
- воздуховоды;
- канализационные сети;
- газоснабжение;
- отопительная техника;
- шланги;
- системы защиты кабеля;
- системы охлаждения;
- пищевая промышленность;
- вентиляционные каналы;
- оборудование для бассейнов.
Originally posted 2018-03-28 15:15:28.
Проведение работ
Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
-
Соберите паяльник, нагрейте его до 270С.
-
Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
-
Снимите соединяющую деталь и трубу с нагревателя.
-
Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
-
Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
|
Диаметр (мм) |
16 |
20 |
25 |
32 |
40 |
50 |
63 |
|
Нагревание (с) |
5 |
5 |
7 |
8 |
12 |
12 |
24 |
|
Перестановка (с) |
4 |
4 |
4 |
6 |
6 |
6 |
8 |
|
Скрепление (с) |
6 |
6 |
10 |
10 |
20 |
20 |
30 |
|
Время полного остывания (мин) |
2 |
2 |
2 |
4 |
4 |
4 |
6 |
При работе учитывайте следующие моменты:
-
Если деталь невозможно одеть на насадку – повысьте температуру на 5-15С.
-
При работе на открытом воздухе в мороз увеличьте время нагрева.
-
Не допускайте проворачивания деталей относительно друг друга.
Правильный и качественный шов не оплывает внутрь, если у вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга – значит, вы недостаточно их нагрели. Необходимо увеличить время нагрева.
Последовательность работ и некоторые тонкости процесса сварки
Чтобы готовый трубопровод отвечал выдвигаемым ему требованиям, следует строго придерживаться последовательности его монтажа.
Процесс сборки системы состоит из следующих шагов:
Пластиковые трубы нужно сначала тщательно осмотреть на наличие любых дефектов поверхности, трещин или слабых мест. Это нужно сделать до начала монтажа
Важно убедиться в надежности труб, особенно если из них будет собрана скрытая отопительная система. По маркировке определяют значения температуры нагрева труб.
На рабочей поверхности нужно нанести разметку, определив, в каких местах будут крепиться ветки разводки трубопровода
Теперь же выявляют слабые места собираемой системы, в частности, участки пересечения стен с перекрытиями, а также определяются с методом врезки в существующие коммуникации. Для удобства работы, зачастую, сваривают несколько отдельных фрагментов, соединяя их потом воедино.
Инструментарий подготавливают к работе. Лезвие резака для труб затачивают так, чтобы при резке получался прямой перпендикулярный торец.
Насадки паяльного оборудования очищают от остатков расплавленной пластмассы и грязи. Сделать это можно после предварительного нагрева оборудования с помощью тряпки из х/б ткани или деревянной щепки. Изучив инструкцию производителя оборудования можно определить, как правильно производить сварку, какую температуру оптимально выставлять и в течении какого времени прогревать трубы и прочие структурные элементы.
Установленные на паяльник насадки прогревают до нужной температуры, пока пластик не начнет размягчаться и плавиться. При этом внутренняя сторона фитинга и внешняя поверхность трубы склеиваются, за счет чего и происходит сварка. Чтобы правильно провести сваривание, температура нагрева должна подбираться, исходя из сечения фитинга и трубы.
Таким способом производится сваривание встык, причем стыковочные швы получаются крепкими и герметичными.
Автоматизированный стационарный сварочный аппарат состоит из таких деталей:
- опорный каркас для установки всех прочих элементов конструкции;
- пила, выполняющая нарезку труб нужной длины;
- автоматизированные держатели для труб;
- фиксирующие трубы самовыравнивающиеся вкладыши;
- нагреватель;
- терморегулятор.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.

Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.

Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Как паять правильно
Укоренившиеся правила ремесла пайки помогают найти ответ на вопрос как сваривать полипропиленовые трубы эффективно не затрачивая лишних ресурсов? Если у вас мало опыта, изучив технические нормы искусства пайки, можно без особых трудовых затрат смастерить водопровод из крепкой пластмассы. Делимся секретами, которые помогут выполнить работу затрачивая меньше времени и сил.
- Позовите на помощь. Если у вас хорошие отношения с соседями или есть преданный друг, готовый помочь даже в самый сложный момент, тогда попросите кого-то из них разделить ношу ремонта, а именно держать состыковочные части или «Утюг». Это гораздо удобнее и безопасно!
- Не допускайте перегрева компонентов. Это повлечет за собой сужение трубного отверстия и утяжеление состыковки концов.
- Не стоит пренебрегать монтажными правилами пп материалов. Если один конец изделия внедрён в фитинг не до конца, это приведёт к образованию пустого пространства и дальнейшим протечкам системы.
- Чересчур сильное воздействие и сжатие расплавленных концов. Когда один конец пп-изделия соприкасается с фитингом, сила давления должна быть минимальной. Если не придерживаться рекомендации и усиленно сжимать концы, это приведет к образованию дополнительного пластмассового нароста и, как следствие, закупоривание и усложнение проходимости воды в дальнейшем.
- Плохое качество пластика. Приобретайте материалы только у поставщиков с гарантией. Ведь даже умелая и аккуратно проделанная сварочная работа не спасет плохой материал от дальнейшего разложения и бытовой катастрофы.
- Используйте однородные материалы. Не стоит заигрывать с разными поставщиками! Если изделия будут разных производителей, то диффузия не получится крепкой!
- Удаление дефектов непосредственно во время пайки. Не стоит так делать, это приведет к созданию новых оплывов и ухудшит эстетичность результата.
- Медлительность процесса. Для сварки полипропиленовых труб нужно уметь выполнять задание быстро, ведь ПП застывает быстро, есть всего лишь несколько секунд, чтобы соединить концы.
- Грязь на «утюжке». Перед началом хорошо, протрите и обезжирьте составляющие аппарата.
- Небольшие скопление влаги в трубных изделиях. Нужно хорошо их проверить на наличие воды перед стартом, ведь при высокой температуре жидкость превращается в пар, как следствие молекулы газа ослабляют прочность соединения.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
|
Диаметр (мм.) |
Глубина сварки (мм.) |
|
20 |
14,0 |
|
25 |
16,0 |
|
32 |
20,0 |
|
40 |
21,0 |
|
50 |
22,5 |
|
63 |
24,0 |
|
75 |
28,5 |
|
90 |
33,0 |
|
110 |
39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
|
Диаметр (мм.) |
Время остывания (сек.) |
|
20 |
3 |
|
25 |
3 |
|
32 |
4 |
|
40 |
4 |
|
50 |
5 |
|
63 |
6 |
|
75 |
8 |
|
90 |
10 |
|
110 |
10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Технические параметры пайки ПП изделий

Кроме практических нюансов, приходящих с опытом работы своими руками, при диффузной сварке важно соблюдать некоторые технологические требования, позволяющими стабильно получать надежное соединение элементов трубопровода. К таковым относятся время сварки полипропиленовых труб, период их неподвижной фиксации после введения трубы в фитинг, время остывания и некоторые другие параметры, которые отличаются для изделий разных диаметров
Ниже приведена таблица для труб, с сечением, наиболее часто применяемом для бытовых разводок воды и отопительных контуров.
| Сечение, мм | Глубина посадки, мм | Период нагрева, секунд | Период неподвижной фиксации, секунд | Период остывания, секунд |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 3 |
| 40 | 20 | 12 | 8 | 4 |
Время нагрева и другие технические параметры процесса, указанные в таблице, справедливы при нагреве полипропиленовых деталей до 260-280˚С и температуре окружающей среды в пределах от 15˚С до 20˚С.
Температура и механические свойства полипропилена
Как и любой термопласт, полипропилен характеризуется существенно разной температурной зависимостью пластичности. Причём дефекты сварки, которая проводилась в неверном диапазоне температур, исправлению не подлежат. Если недогрев ещё как-то можно компенсировать увеличением продолжительности пайки, то перегретая заготовка получит бугристость, наплывы и прочие подобные дефекты.
Независимо от типа полипропилена минимальная температура поверхности зависит от требуемой глубины прогрева материала:
- До 10 мм – 245 0 С;
- До 16 мм – 250 0 С;
- До 25 мм – 255 0 С;
- Свыше 32 мм – 260 0 С.
Практически глубина прогрева на 5..10 мм меньше внешнего диаметра трубы.

Полипропиленовые (ПП) трубопроводы соединяются с использованием сварки плавлением под давлением. При этом фитинги могут соединяться встык, торцами, либо с использованием промежуточных деталей. Впрочем, второй способ более трудоёмок, увеличивает габаритные размеры арматуры, а потому на практике применяется значительно реже.
Температура пайки полипропиленовых труб связана с их прочностью, как показано в таблице:
Температура поверхности полимера, градусов
Предел прочности, МПа
Относительная деформация до разрушения, %, не более
При выдержке более высокой скорости нагрева приведенные показатели пропорционально снижаются.
Приведенная таблица пайки полипропиленовых труб изменит свои значения, если скорость омывающего потока будет иной.
Влияние силы и времени
Время прогрева поперечного сечения связано с температурой в зоне стыка двух заготовок. Считается, что для полипропилена справедлива зависимость: до 7 с выдержки на каждый миллиметр внешнего диаметра заготовки. Если он больше 20 мм, то длительность прогрева увеличивают на каждую секунду, если диаметр возрастает на 3…5 мм.
При слишком продолжительном прогреве (необходим для заготовок диаметром свыше 60…75 мм) структура термопластика изменяется в худшую сторону. Поэтому при пайке больших ПП-труб лучше принять паяльник повышенной мощности, либо увеличить внешнюю температуру (как это и делается в случае применения тепловых пушек).
Влияние усилия прижима сказывается не только на цельности шва, но и на внешнем виде торцов свариваемых труб. Поэтому в особо ответственных случаях необходимо производить контролируемый прижим заготовок при помощи динамометрического ключа. Для зажима подойдут инструменты с электронным или стрелочным индикатором. Первые удобнее, поскольку при постоянных условиях пайки исходные настройки можно сохранять.
Поскольку шкала динамометрического ключа приводится в Нм, то полученное значение необходимо разделить на внешний радиус трубы, а затем – на площадь поперечного сечения. Полученный результат сравнивают с пределом прочности материала (он указан в таблице, приведенной ранее).

Сводная таблица параметров и времени пайки
При пайке ПП труб температура и время обработки являются самыми важными параметрами, которые необходимо учитывать. Для обычных (неармированных) заготовок актуальны следующие практические данные:
Внешний диаметр , мм
Толщина стенки, мм
Время нагрева, с
Время выдержки, с
Время охлаждения, мин
Как выдержать температурный режим
В обычных условиях качество пайки устанавливают по отсутствию деформации и перекоса материала в зоне сварного шва. Для этого используют универсальный мерительный инструмент – штангенциркуль и угломер. Наиболее действенными способами повысить стабильность пайки ПП-труб являются:
- Сокращение времени пайки (если возможно);
- Применение программируемых тепловых пушек и автоматизированного инструмента;
- Использование датчика температуры;
- Применение принудительного воздушного охлаждения участка спая.
Датчик лучше настраивать на температуру жала паяльника, чем на температуру стыка – она сильно изменяется по толщине стенки трубы.
Избавляемся от жира на торцах
Начинающие мастера-любители не относятся серьезно к этому требованию, они считают, что — «сойдет и так». Но опытные работники утверждают, что следование ритуалу обезжиривание окончаний соединений приведет к тому, что качество работы будет многократно выше.
Перед тем как начнется сварка полипропиленовых труб своими руками протрите спиртовой салфеткой внутренности трубопровода, особенно фитинги
Уделить внимание стоит не только жировым отложениям, но и пыли, коррозии и абразивным дефектам, все это может оказать негативное воздействие на арендуемую аппаратуру. Точно также подлежит обработать спиртом дополнительные насадки
Пайка термоэлектрическими фитингами

Такие соединительные элементы для формирования стыков участков ПП трубопроводов устроены так, что в их теле расположены витки нагревательной спирали, какая выходит на внешнюю поверхность электрическими клеммами. При прохождении через спираль электротока преимущественно внутренняя поверхность термоэлектрического фитинга нагревается до определенной температуры, что способствует расплавлению пластиковых поверхностей с последующим их надежным сращением.
Применение термоэлектрических фитингов для конструирования бытовых трубных коммуникаций ограничено. Причинами этого является высокая стоимость соединительных элементов, необходимость приобретения дорогостоящего оборудования и наличия специальных знаний, позволяющих квалифицированно паять подобным способом. К тому же для пайки труб малого диаметра (16, 20, 25, 32 мм), преимущественно применяемых для бытовых трубных разводок, существует более простой, менее дорогостоящий, при этом надежный способ сварки полипропилена, который будет рассмотрен далее. С помощью термоэлектрических фитингов соединяются крупные трубопроводы (большой диаметр) и работы осуществляют специализированные организации, имеющие допуск к подобному роду деятельности.

















