Как сделать своими руками станок улитка для холодной ковки?
Содержание:
- Оборудование для холодной ковки
- Начинаем с простого: монолитная улитка
- Урок Леонида Архангельского
- Нож, выкованный вручную
- Стили и элементы узоров: фото художественной ковки
- Гнутик: какие изделия можно создать с его помощью
- Как построить завиток?
- Делаем улитку с рычагом
- Волна и зигзаг
- Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
- Сборка устройства
Оборудование для холодной ковки
Для изготовления холодной ковкой используют различные оправки на гибочном станке с ручным и с гидравлическим приводом. Заготовка обвивается по наружному диаметру, образуя дугу заданного диаметра. Шаблоны и упоры позволяют создавать одинаковые детали без разметки.
Применение универсального кузнечного оборудования для холодной ковки металла позволяет менять рабочий инструмент — валки, упоры и создавать несколько видов деталей разного размера.
Гнутик
Для красивого оформления угла используется ковка металла в открытом штампе с подвижным элементом, заменяющим пуансон.
Основанием служит прочная чугунная пластина с направляющими по центру и подвижной частью, которую перемещает винт. Подойдет суппорт с маленького станка.
Прут укладывается под шайбы на стационарных прижимах. Пуансон имеет форму ромба. Он перемещается вращением винта, сгибая острым углом заготовку. Перемещая прокат в разные стороны и переворачивая его, можно получить плоский зигзаг и пространственную фигуру.
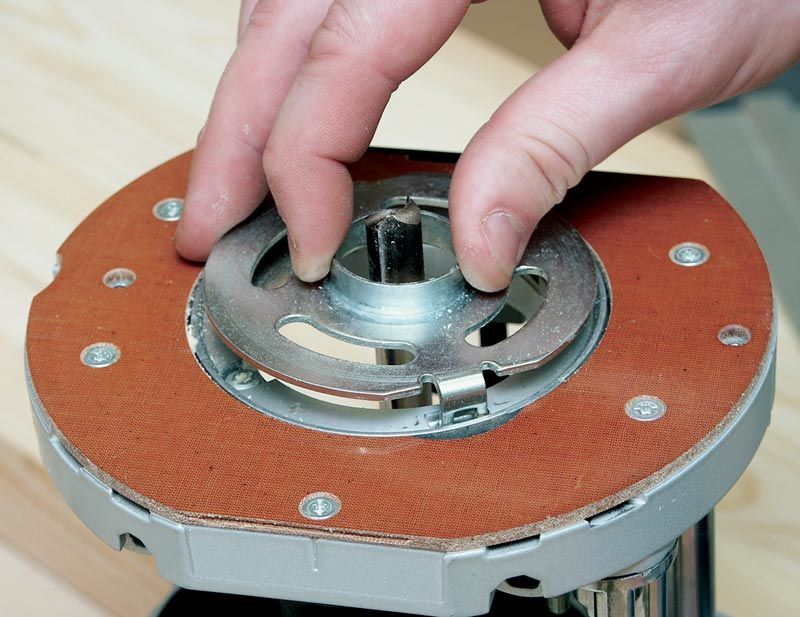
Улитка
Улитка
Станок представляет собой модернизированный гибочный рычаг для труб. Вместо цилиндрической насадки используется копир. Техника ковки основана на обвитии заготовки вокруг шаблона, приваренного к массивному основанию.
Один конец проката закреплен в центре витка. Второй свободный. За него поворачивают заготовку вокруг копира, заставляя ее плотно прилегать к его поверхности и принимать форму спирали — улитки.
В усовершенствованном варианте приспособления улитка, в основание вместо шаблона вкручиваются упоры. Конец детали зажимается в центре. Второй упирается в плоскость. Деформация производится вращением стола.
На улитке можно гнуть пруток, трубы, полосы листа.
Волна
Пруток, красиво изогнутый в плоскости с одинаковыми радиусами по всей длине, напоминает волну на воде. Изготовить приспособление для холодной ковки можно различными способами. Установить вместо ромба круглый пуансон и гнуть прокат, переворачивая его на 180⁰, деформируя каждый следующий участок.
Поставить оправку на вращающийся стол с упором рядом с круглой насадкой. Второй фиксатор устанавливается на стационарной станине. Прокат или лента прижимается в насадке и вращается вместе с ней. Освободиться деталь не может, поскольку второй упор ограничивает ее движение.
Твистер
Простое устройство, позволяющее закручивать прут в спираль, точнее деформировать прокат, скручивая его вокруг своей оси. На станине из двутавра или швеллера, на одной стороне помещен корпус с втулкой и подшипниками. Снаружи, на вращающемся узле смонтирован ворот. Квадрат заводится в отверстие, фиксируется болтами во втулке и поворачивается.
Второй фиксатор двигается вдоль основания, регулируя длину спирали. Когда ворот начинают вращать, прут крутится и завивается вокруг своей оси.
Фонарик
Для создания объемной детали используется инструмент для холодной ковки, на котором производится навивка проволоки. На ось одеваются круги с отверстиями для фиксации проволоки ближе к центру. Один из них крепится неподвижно, второй вращается вместе с валом.
Производится ковка сразу нескольких заготовок. После соединения торцов деталей вместе, получается красивый объемный фонарик со спиральными линиями.
Глобус
Устройство глобус позволяет гнуть прокат по окружности правильной формы, представляющей сегмент круга. На нем можно делать элементы для арок, навесов, объемных решеток.
Шаблон представляет собой окружность со втулкой для рычага в центре. Прут или труба одним концом фиксируются на краю дуги. Рычаг перемещается вдоль дуги и роликом прижимает заготовку к шаблону.
Мангал выполнен с помощью инструмента глобус
Начинаем с простого: монолитная улитка
Что такое работа мастера, и чем она отличается от остальных работ? Мастер делает любую, даже самую простую работу с чувством, толком и… удовольствием. Какое может быть удовольствие при самостоятельном производстве примитивного станка?
Штамп улитка.
А вот какое – четко структурированные запланированные этапы работы:
- Чертеж с продуманными размерами, который можно нанести на бумагу, а можно прямо на основание кондуктора. Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 – 13 мм.
- Основание станка должно быть достаточно массивным, вырезать его нужно из стали толщиной не меньше 4-х мм. Форму лучше делать круглую, диаметр круга должен быть больше диаметра улитки. Чаще всего размер основания делают около 70-ти мм.
- Для изготовления завитка металлическая полоса должна быть немного тоньше, чем для основания: достаточно будет 3-х мм. Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.
- Форму завитка из стальной полосы нужно приварить к основанию, которое, в свою очередь, крепко зафиксировать на станине. Не забывайте, что ваш станок должен будет выдерживать очень серьезные нагрузки, поэтому не жалейте сил и времени на максимальную прочность и массивность всех его элементов и, самое главное, крепости их соединения. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.
Урок Леонида Архангельского
Русская академия ремесел представляет урок Леонида Архангельского по созданию ножа для практических целей – использования «на земле». С ним можно выживать в лесу, ходить на охоту – изделие простое, в меру твердое, не хрупкое, износостойкое. Введение посвящено теории – отличие сталей, их характеристики, структура клинка (основные виды, технологические особенности). В основной части приведен алгоритм действий. В конце ролика проводится испытание – полученное лезвие разрезает стекло, гвоздь диаметром 8 мм, металлический прут. Леонид заинтересовался кузнечно-оружейным искусством в 1980-х годах, специализируется на дамасской стали и булате.
Опытные мастера часто пренебрегают техникой безопасности, рискуя получить травмы. С опытом приобретается ловкость, позволяющая избегать большинства опасностей, которые подстерегают начинающих. Первое, что должен сделать новичок, это обзавестись защитными средствами – рабочими перчатками (кузнецу нужны термостойкие), защитными очками, удобной одеждой из прочной ткани, исправным инструментом. Применяя электросварку, рекомендуется регулярно проверять исправность проводки, обязательно купить маску, надевать одежду, закрывающую руки.
23 июня 2020
Нож, выкованный вручную
Запись прямой трансляции из «Кузницы Сварога», где ребята (кузнец и оператор) покажут, как выковать нож из плоского напильника, параллельно отвечая на вопросы зрителей. Кроме алгоритма работы, в видео дается следующая информация: какую печь экономнее использовать (на углях или на газу), как избежать окисления, до какого цвета нагревать напильник, сколько расходуется газа в горне, из чего состоит окалина, почему наковальня обматывается цепью, как эффективнее разгонять металл. Прежде чем приступить к основному, кузнец проведет вводную теоретическую часть: расскажет о высоте наковальни, приведет список необходимых инструментов, коснется понятия восстановительной и окислительной среды горна, техники безопасности.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях.
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными.
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы.
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа.
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
На заметку! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
На заметку! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
 Гнутик помогает сгибать металлические прутья под любыми углами.
Гнутик помогает сгибать металлические прутья под любыми углами.
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.

Инструмент вальцовки гнутик довольно прост в использовании.
Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
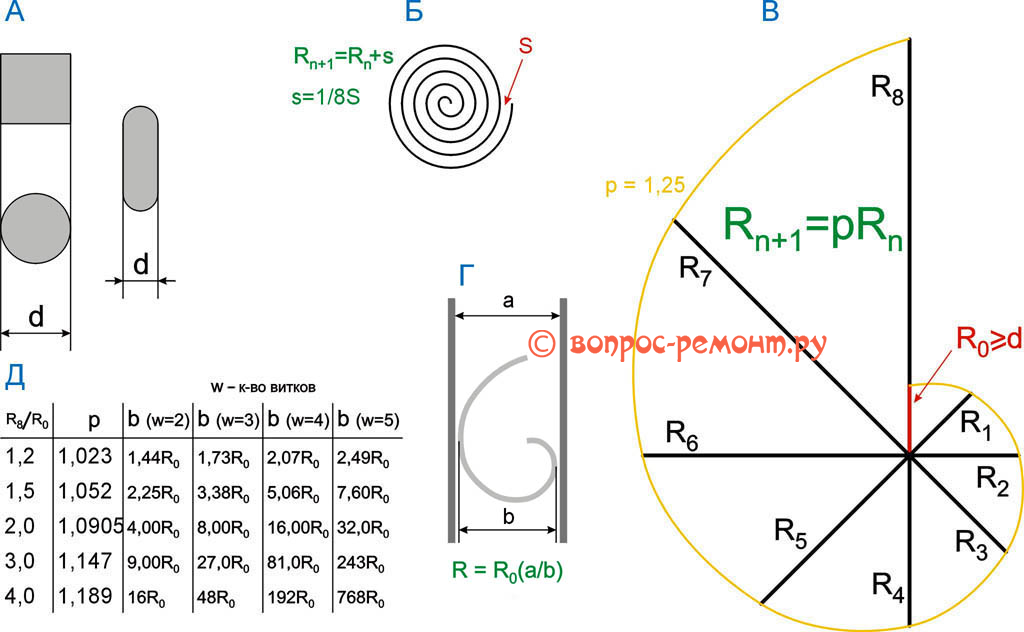
Построение образующих шаблонов для холодной ковки на основе спиралей
Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол φ, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают φ = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:
- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
Делаем улитку с рычагом
Чертеж станка для ковки.
Перед тем, как приступить к практической части работы, нужно подготовиться теоретически. Речь идет о расчетах и чертеже станка и деталей к нему. Точных размеров вам никто не даст, ведь это самостоятельное конструирование.
Многое будет зависеть от наличия у вас сходных материалов, масштабов будущих работ по холодной ковке, габаритов помещения, где вы собираетесь работать и многих других факторов. Главное – принципы, которые нужно понять, чтобы выполнить самодельный станок холодной ковки своими руками – самый удобный вариант для вас и только для вас.
Вот что нужно собрать перед тем, как приступить к сборке:
- металлические плиты или полотно для столешницы толщиной не менее 4-х мм;
- металлическая круглая труба для стойки или каркаса;
- металлический прут;
- подшипники разного калибра;
- дрель;
- сварочный аппарат;
- ножовка по металлу;
- болты м8.
Базовые части
Базовых частей у твистера всего четыре
К их подготовке и, самое главное, монтажу уделить особое внимание:
- каркас или стойка;
- столешница;
- основной вал;
- рычаг.
Стойка
Только из металла, никаких деревянных брусьев. Ставим на продуманном месте, чтобы у вас был доступ к станку с любой стороны. У станка будут сильнейшие нагрузки, поэтому самым оптимальным вариантом может быть толстостенная труба или металлический уголок.
Столешница
Самодельный станок для ковки.
Важнейшая часть станка, которую лучше сделать из металлической плиты с приличной толщиной, желательно не меньше 5-ти мм. В производстве станков для ковки своими руками нельзя экономить на толщине металла, ведь столешница и другие базовые элементы будут принимать на себя огромную нагрузку.
Форма предпочтительнее в виде круга. Таких столешниц нужно сделать две: вторая нужна для сгибания прутков и размещения улиток.
Основной вал
Из этой же металлической плиты нарезать четыре прямоугольных треугольника с равными сторонами. Треугольники приварить к низу конструкции, а их основание – в центре окружности. Другой вариант вала – не из треугольников, а из трубы с толстыми стенками подходящего диаметра. Крепить либо болтами, либо сваркой.
Рычаг или рукоятка
И снова «как можно крепче»: рычаг прикрепить к валу кольцом, чтобы он вращался вокруг него. Ролик для сгибания прикрепить на верхней столешнице
Очень важно правильно рассчитать длину рычага, которая зависит от диаметра круга столешницы. Один прут должен быть примерно равен этому диаметру, второй прут – длиннее
Подшипники крепятся к рычагу в его конце, это делается для большей свободы в направлениях движения рычага. Элементы рычага и фиксированные треугольники крепятся специальной круглой гайкой с большим диаметром.
Навесные детали
Здесь будьте внимательны, вам нужно выбрать степень сложности или, если можно так сказать, «художественности». У нас с вами три варианта.
Улитка простая статичная
Самый простой и поэтому самый примитивный с художественной точки зрения вариант. Вы наносите чертеж улитки, то есть спирали прямо на столешницу.
Ни в коем случае не игнорируем требование в чертежах – холодная ковка любит точность и продуманность во всем.
Затем вырезаете из металлических толстых полос сегменты с повторением рисунка улитки и как можно прочнее привариваете их перпендикулярно к столешнице. Просто, но вовсе не гениально: на этой намертво приваренной улитке вы сможете делать лишь одинаковые простейшие изгибы без всякого полета творческой мысли.
Станок для гибки металла.
Впрочем, все зависит от того, что вы собираетесь ковать. Если, например, у вас в планах длинный кованый забор с незатейливым рисунком, то улитка простая статичная станет самым оптимальным вариантом.
Разборная улитка из съемных частей
Сразу скажем, что это самый популярный вариант среди самодеятельных мастеров. На столешницу так же наносится контуры улиток. Вдоль этого контура сверлятся отверстия с резьбой. Сегменты улитки из металлических полос готовятся по картонным шаблонам, в них тоже сверлятся точно такие же совпадающие отверстия, что на столешнице.
Сегменты не привариваются, а крепятся болтами или цилиндрическими упорами. Главное преимущество – возможность гнуть спиралевидные детали с разными радиусами и разным количеством оборотов.
Модульная система с разными улитками
Вариант с самой большой художественной свободой ковки своими руками: вместо сегментов с упорами здесь используются съемные модули с разными улитками – и по форме, и по размерам. Модули готовятся на отдельных металлических площадках, на которых сегменты приварены.
Конечно, с таким станком нужно хорошенько повозиться, но эта овчинка выделки стоит: вы сможете ковать настоящие металлические кружева. Все зависит от ваших планов: простой забор или кружевная беседка в саду?
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.
Оснастка для гибки волн при холодной ковке
Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
Как обойти камень
Т.е. камень преткновения во всем вышеописанном: фасонные наконечники прутьев; без них забор не забор, ворота не ворота и калитка не калитка. Инерционный штамповочный пресс (поз. 3 на рис. с видами станков) дорог, но эффективен. Он работает по принципу маховика: вначале, плавно вращая коромысло (штангу с грузами), отводят винтовой боек назад до упора. Затем вкладываютт в гнездо сменный штамп, ставят заготовку. Далее быстро раскручивают коромысло в обратную сторону (это момент травмоопасный!) и оставляют его свободно вращаться – пошел рабочий ход. В конце него боек очень сильно бьет по хвостовику штампа; за счет инерции грузов развивается усилие, достаточное для штамповки.
Станок для холодной ковки концов прутьев
Нагрузки, особенно ударные, в инерционном штамповочном станке велики, приходятся на малые площади, а точность изготовления его деталей нужна высокая, поэтому делать его своими силами лучше и не пытаться. Самостоятельно возможно сделать ручной прокатный стан, см. рис. справа, но лишь частично: валки из спецстали, валы и подшипниковые втулки придется заказывать, а шестерни покупать или искать б/у. Получать же на таком стане можно только наконечники гусиная лапка и лист (копье), причем по их шейкам сразу будет видно, что это машинная работа.
Между тем такие же, и некоторые другие, наконечники прутьев можно отковать горячим способом, не будучи опытным кузнецом. Хороший, явно ручной работы наконечник-лист куется просто кувалдой и молотком, а ковочный штамп (штемпель) для лапок делается из негодного напильника, в котором болгаркой выбираются канавки. Кузня для этого нужна? Для эпизодической мелкой работы совсем не обязательно; главное – разогреть металл. Пропановая горелка не годится, нагрев должен быть равномерным со всех сторон и без пережога. Итак, приходим к выводу, что холодная и горячая ковка не исключают друг друга: чтобы с помощью простых станков для холодной ковки или вовсе подручными средствами получать качественные изделия, очень даже не помешает вдобавок к ним небольшой кузнечный горн из подручных материалов.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
 Чертеж будущего кованого изделия существенно облегчит труд мастера.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
 Различные типы верстаков позволяют создавать уникальные кованые элементы.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
 Методом холодной ковки можно создавать объемные элементы.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.
Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Последнее действие в алгоритме действий при сооружении станка для холодной ковки своими руками будет соединение сконструированной рукояти с частью устройства похожей на «пирамиду». Фиксация этих элементов после одевания рукояти производится гайкой широкого диаметра, к которой предварительно необходимо приварить металлический круг, который позволит крепить сам шаблон для станка. Далее «улитка»-шаблон присоединяется сваркой.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.