Какие электроды выбрать для сварки инвертором
Содержание:
- Назначение электрода
- Сварка электродами по нержавейке
- Особенности выбора электродов
- Какие электроды лучше для инвертора
- Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
- Выбор необходимой силы тока
- Классификация электродов
- Классификация стальных покрытых электродов для ручной дуговой сварки
- Рекомендации при выборе
- Как устроен электрод
Назначение электрода
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования
Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам
Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://www.youtube.com/watch?v=AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Сварка электродами по нержавейке
 Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Особенности выбора электродов
Выбирая расходные материалы, важно правильно оценить, какие лучше соответствуют вашим задачам. Из разнообразия, представленного в продаже, подходящие изделия определяют, руководствуясь такими критериями, как вид покрытия и диаметр
Последний не должен быть больше необходимого — это уменьшит плотность тока, ухудшит провар элементов и сделает образование сварочной дуги неустойчивым. У швов увеличивается ширина, что понижает их прочность.
Диаметр и размеры
При подборе расходных материалов для сварки надо определить правильный диаметр.
Он зависит от толщины соединяемых элементов:
- Для деталей толщиной 2 мм можно выбирать электроды с диаметром 2,5 мм.
- Для изделий 3 мм — электроды 2,5 мм.
- Для толщины 4-5 мм — диаметр 3,2-4 мм.
- Для деталей 6-12 мм — стержни 4-5 мм.
- Для толщины 13 мм — диаметр расходников должен составлять 5 мм.
Кроме толщины стержней, на процесс сварки влияет правильно выбранная мощность работы оборудования.
Назначение электрода
Перед тем как выбрать электроды, определите подходящее вам назначение. Для разных металлов существуют свои марки расходных материалов.
Вид подходящего для сваривания сплава определяют по букве в маркировке товара:
- У — используется для сваривания углеродистых слаболегированных сталей.
- М — для легированного материала.
- Т — для получения прочных соединений при работе с легированными сталями с повышенной теплостойкостью.
- Н — для сварки металла в области верхних слоев.
- Б — подойдет для работы с изделиями из высоколегированных сырьевых материалов особого назначения.
Разбираясь в маркировке, несложно подобрать подходящий тип продукции для обеспечения хорошего качества сварки.

Внешнее покрытие
Производители для улучшения рабочих свойств электродов наносят на них специальные смеси.
Покрытия стержней распределяются по следующим категориям:
- Ферросилицийное, ферромарганцовое (отмеченное в маркировке буквой А). Его использование усиливает плавкость сердечника, что положительно действует при выполнении сварки нижних швов.
- Рутиловое (отмечается как Р), представляет собой слой двуокиси титана с жидким стеклом. При его применении происходит повышение образования шлаков, снижается испарение легирующих компонентов. Швы обладают высокой прочностью, стойкостью к разрывам.
- Ц — целлюлозный материал с добавлением марганца, талька и целлюлозы. Преимущество материала — в возможности сформировать защитное газовое облако в области сварочной ванны. Это помогает сделать соединение более качественным. Такие электроды часто используют для работы с трубопрокатом.
- Кальциево-карбонатное основное покрытие (Б), тоже способствует образованию защитного газа. Но для создания постоянного шва материал не подходит, необходимо проводить доработку.
Прочие варианты покрытий обозначаются буквой П. В них включают легирующие компоненты, увеличивающие прочность соединений.

Какие электроды лучше для инвертора
Какие электроды лучше для инвертора? Многие новички в электросварке задаются этим вопросом и полагают, что для инверторов есть какие-то специальные электроды, которые отличаются от электродов для трансформаторных сварочных аппаратов. Или же, инверторы какими-то электродами варят лучше, чем другими. Хорошо, давайте разбираться.

Сварочные аппараты
Для сравнения возьмём 2 сварочных аппарата: инверторный и трансформаторный. Какие у них настройки, режимы и функциональные возможности?
Сварочный ток регулируется у обоих. У них могут быть разные диапазоны регулировок, но обычно эти дапазоны довольно большие. Т.е., по этому параметру разницы нет.
По роду тока – переменный или постоянный – есть варианты. Трансформаторные сварочники в простейшем своём варианте дают переменный ток, но есть модели с выпрямителем – такие аппараты могут давать и постоянный. Инверторы же наоборот – каждый инвертор даёт постоянный ток, но есть модели, которые дают переменный тоже.
Значит ли это, что какие-то электроды лучше подходят к какому-то определенному типу сварочников? На самом деле, на пачке с электродами указывается род тока, для которого они предназначены
Если у вашего сварочного аппарата есть режим с нужным для данных электродов родом тока, то совершенно не важно, инверторный он у вас или трансформаторный
Далее рассмотрим полярность. При переменном токе такого параметра вообще нет, а при постоянном – обычно нужная полярность устанавливается простым подключение сварочных проводов к нужным разъёмам. Полярность также пишется на упаковке с электродами, и нужно просто правильно её установить.
Ещё инверторы отличаются набором различных функций, которых нет у трансформаторных устройств. Например, это функции «hot start», «anti-sticking», импульсный режим и прочие дополнительные возможности. Но эти функции лишь помогаюn сварщикам, особенно начинающим, но с выбором электродов это никак не связано.
Так, какие электроды лучше для инвертора?
Получается, что все электроды одинаково подходят для сварочных трансформаторов и инверторов? В общем, да!
И предвижу, что кто-то обязательно начнёт вспоминать, как у него одними и теми же электродами лучше варилось на устройстве одного типа и хуже на аппарате другого типа. В чём же дело?
А дело в том, что всё зависит от конкретного сварочника! Не от типа и его конструкции, а от конкретной модели. Бывали случаи, когда модели, рядом стоявшие на конвейере, варят по-разному. Не сильно, но всё же по-разному. Это происходит потому, что у всех комплектующих характеристики не абсолютно те, которые заявлены, а с некоторым разбросом. Например, резистор, на котором указано сопротивление 100 Ом, по факту может быть сопротивлением 96 Ом или, например, 103 Ома. Совокупность таких деталей и узлов (а небольшой разброс параметров есть у всех деталей и микросхем) и приводит к разнице в работе устройств.
На самом же деле, большое значение имеет не тип сварочного аппарата, а то, насколько электроды соответствую металлу, который ими варят — это один из ключевых условий выполнения качественного сварного шва. Также важны и другие условия сварки, поэтому, вопрос «какие электроды лучше для инвертора» правильней будет заменить на вопрос «какие электроды лучше в данной ситуации». И всегда помните, что на качество сварки влияет множество факторов, и улучшая каждый из них, можно добиться очень хороших результатов!
Тем не менее, если вы задаётесь таким вопросом, то скорее всего, вы начинающий сварщик и хотите узнать, какие электроды лучше для начала практики в электросварке. В таком случае, могу порекомендовать электроды типа Э46 — к ним относятся многие марки, в частности, МР-3С, ОЗС-6, ОЗС-12, АНО-21 и многие другие. Начните учиться варить электросваркой с этих марок или их аналогов.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Выбор необходимой силы тока
 Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Обычно на упаковке изделия это пишут, но, если она утеряна, можно ориентироваться следующим образом: сварочный ток выставляется от 20 А до 30 А на 1 мм диаметра электрода. Если диаметр 3 мм, величина тока будет колебаться в пределах 80−110 А
Но требует также учитывать режим укладки шва, как он укладывается, непрерывно или с отрывом. В первом случае берите при расчетах показатель 20 А, при втором 30. Кроме этой рекомендации, учитывайте следующий список критериев сварочного режима:
- Текучесть свариваемого металла.
- Скорость сварщика при прокладке шва.
- Положение электрода при сваривании, так как в потолочном положении ток уменьшают.
Оптимальный режим придет с практикой и опытом
Обращайте внимание на сварочную ванну, она показатель качества выбранного режима. Правильный шов будет равномерным, если в ванной наплыв из металла: значит, или дуга короткая, или скорость сварки была медленной
В случае когда в ванной образовалось седло, шов варился быстро, или дуга отказалась длиннее требуемой.
Правильно подобранные качественные электроды позволят сварить любой металл на высоком профессиональном уровне даже начинающим владельцами недорогих бытовых инверторов.
Классификация электродов
Электроды для сварки инвертором выпускаются плавящимися или неплавящимися. Изделия первой категории представляют собой стержни с металлической основой, поверхность которых покрывается специальными составами.
Такие смеси обеспечивают защиту для зоны сварки и повышают стойкость горения дуги. При расплавлении состава создается сварочная ванна, происходит заполнение шва жидким металлом.
Подклассы:
- Электроды могут выпускаться с покрытием, стабилизирующим электродугу. Их использование улучшает эксплуатационные свойства сварных швов.
- Элементы без дополнительного слоя. Они не применяются для сварки ручного дугового типа.
Плавящиеся виды электродов можно использовать для дуговой сварки вручную.
Неплавящиеся типы удобны для сварочных работ в среде защитного газа. Они могут быть изготовлены из графита, прессованного угля, вольфрама. Изделия выполняют роль анодов, катодов, способствуют образованию электродуги. Материал для формирования шва образуется с применением присадочной проволоки.
Изделия могут подразделяться по виду покрытия, которое наносится на металлические стрежни, по размеру и назначению. Чтобы выбрать нужный вариант для надежного соединения свариваемых поверхностей, надо ознакомиться с их характеристиками.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У — для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л — электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т — данные электроды предназначены для сварки легированных теплостойких сталей.
В — электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
— электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А — электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б — основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р — электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц — группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М — с тонким покрытием (соотношение D/d не более 1,2).
С — со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д — с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г — электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 — допускается сварка в любом положении;
2 — сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 — сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 — сварка в нижнем положении и нижнем «в лодочку».
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Рекомендации при выборе
Существенной разницы в выборе электродов для инвертора и трансформаторного типа сварки нет
В первую очередь, чтобы выбрать для сварки лучший электрод, следует обращать внимание на коэффициент наплавки, упаковку (обязательно удостоверьтесь в оригинальности), хранение, расход, а также проверить сертификат качества и лицензию производителя
Коэффициент наплавки определяется соотношением содержания в стержне полезного (чистого) металла. Популярные марки не всегда могут похвастаться высокими показателями. При нарушении транспортировки, срока и места хранения стержней, портится качество материала.
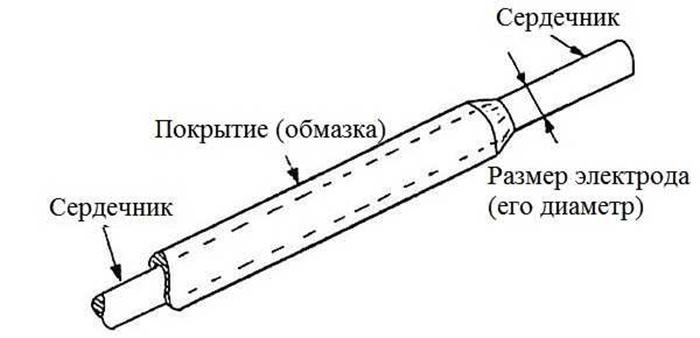
Как устроен электрод
Любой электрод представляет собой проволочную металлическую сердцевину определенной длины, покрытую специальной обмазкой. В процессе сварки появляется электрическая дуга, и под воздействием ее температуры сердечник начинает расплавляться. Одновременно начинает гореть и плавиться нанесенная обмазка. Ее основная функция заключается в создании вокруг места сварки защитного газового облака, перекрывающего доступ кислорода к металлическим поверхностям.
Расплавленная обмазка, находясь в жидком состоянии, растекается тонким слоем по расплавленному металлу, обеспечивая дополнительную защиту от контактов с кислородом. В результате, качество шва значительно улучшается.
Перед тем, как выбрать электроды подвергаются осмотру на предмет сколов и трещин, наличие которых не позволит выполнить однородный прогрев заготовок, и качество шва будет низким. Обмазка должна иметь одинаковую толщину по всей окружности электрода, в этом случае расположение дуги будет строго по центру. Смещение дуги может создать серьезные проблемы для начинающих мастеров.
Следует контролировать степень влажности обмазки. Если она повышена, то некоторые виды выбранных электродов зажигаются с трудом. Поэтому расходные материалы рекомендуется хранить в герметичной упаковке в сухих местах. Не стоит изначально приобретать отсыревшие изделия. Несмотря на возможность сушки, их характеристики будут снижены. Если же электроды все-таки подверглись воздействию влаги, они могут быть помещены в обычную духовку. Температура сушки указывается на упаковке изделия. Самый простой вариант – поместить отсыревшие изделия в сухое помещение с хорошей вентиляцией и держать их там в течение длительного времени.
Обмазка разделяется на несколько типов покрытий. При работе сварки от постоянного тока применяются электроды с основным и целлюлозным покрытием. Для сварочного инвертора, имеющего низкое напряжение холостого хода, лучше всего подходит рутиловое и кислое покрытие. Рутиловая обмазка обеспечивает легкий поджиг и снижает разбрызгивание металла. Кислый вариант вреден для здоровья, при работе с ним нужно обеспечивать дополнительные меры безопасности.















